



قاطع الرغوة هو أداة رائعة لصنع قطع غيار للطائرات. تسمح لك هذه الماكينة بقص أي شكل للملف الديناميكي الهوائي وفقًا لـ CAD.
تحتوي الآلة على سلك نيتشروم ممتد بين دليلين. يتم تمرير التيار من خلال السلك ، ويتم تسخين السلك ، وتتحرك الأدلة ، وتقطع الخطوط المعقدة ، مثل الأجنحة المخروطية. يتم تشغيل كل محور بواسطة محرك متدرج من خلال المغزل ، حزام GT2 والبكرة. يجب أن تكون قوة القطع صغيرة ويجب أن يكون الهيكل صلبًا بما يكفي لتحمل توتر السلك الممتد بين الدعامات.
هذه آلة حقيقية من 4 محاور يمكنها قطع أشكال مختلفة على كلا الجانبين في نفس الوقت ، لذلك تنشأ المشكلة حول كيفية التحكم في أربعة محاور مستقلة في نفس الوقت. تركز العديد من البرامج التعليمية على الأجهزة ثلاثية المحاور ، مثل الطابعات ثلاثية الأبعاد ، ولكن يبدو أن هناك وثائق غير كافية حول إنشاء آلة بأربعة محاور باستخدام الأجزاء المتاحة بسهولة والبرامج مفتوحة المصدر. وجد السيد العديد من الأشخاص الذين قاموا بتنفيذ مشاريع مماثلة اردوينو و Grbl ، وقررت أن تصنع آليته الخاصة.
الأدوات والمواد:
- خشب رقائقي (12 ملم) ؛
- قضبان معدنية ؛
- برغي رصاص (M8 x 600 مم) ؛
- اقتران المحرك M8-M5 (M8 لبرغي الرصاص و M5 لعمود المحرك) ؛
- اردوينو ميجا 2560 ؛
-RAMPS 1.4 ؛
- محركات الخطوة (واحد لكل محور) ؛
-A4988 سائق السائر (واحد لكل محرك السائر) ؛
- مصدر طاقة 12V ل Arduino + Ramps ؛
- مصدر طاقة متغير (شواحن ليبو مع وضع الأسلاك الساخنة) ؛
- سلك نيتشروم.
الخطوة الأولى: البرمجيات
الجزء الصعب في إنشاء CNC ذو 4 محاور هو إيجاد برنامج لتوليد كود G والتحكم في الماكينة. أدى بحث برمجيات إلى منشئ https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/ ، الذي طوره Marginally clever ، والذي يستخدم شاشة Arduino Mega 2560 و CNC Ramps 1.4.
تم استخدام بعض المعلومات من قبل المؤلفين التاليين: Rckeith و rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
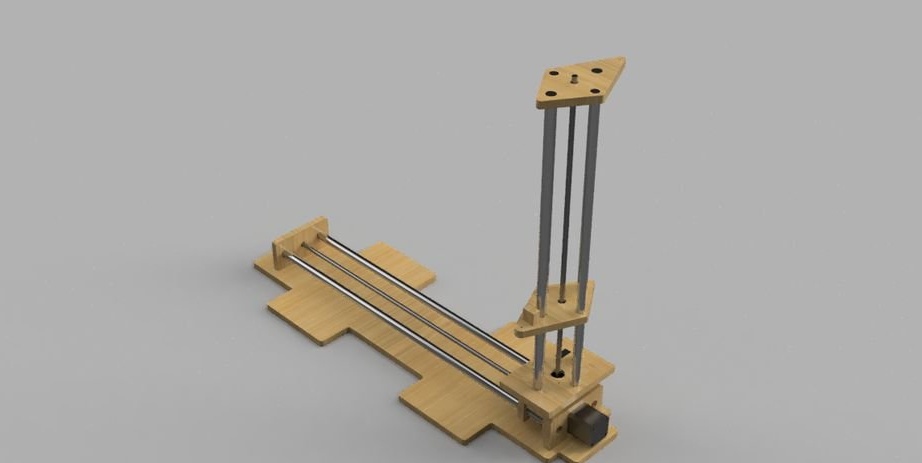
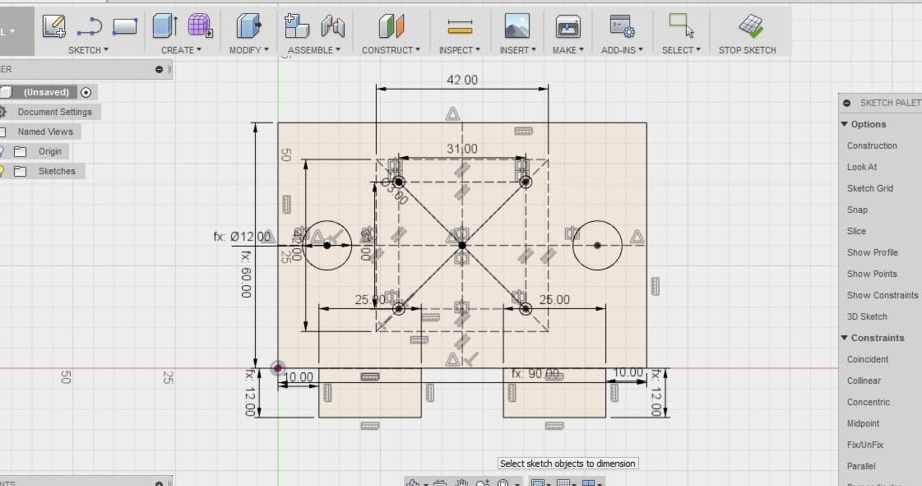
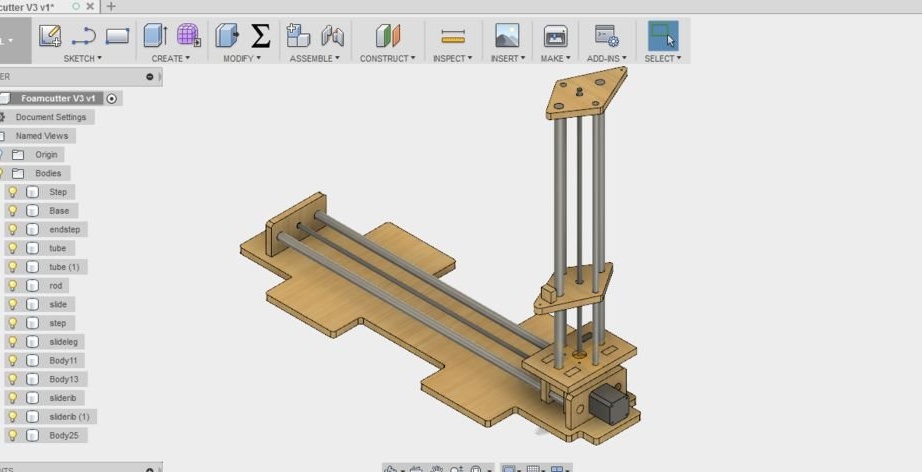
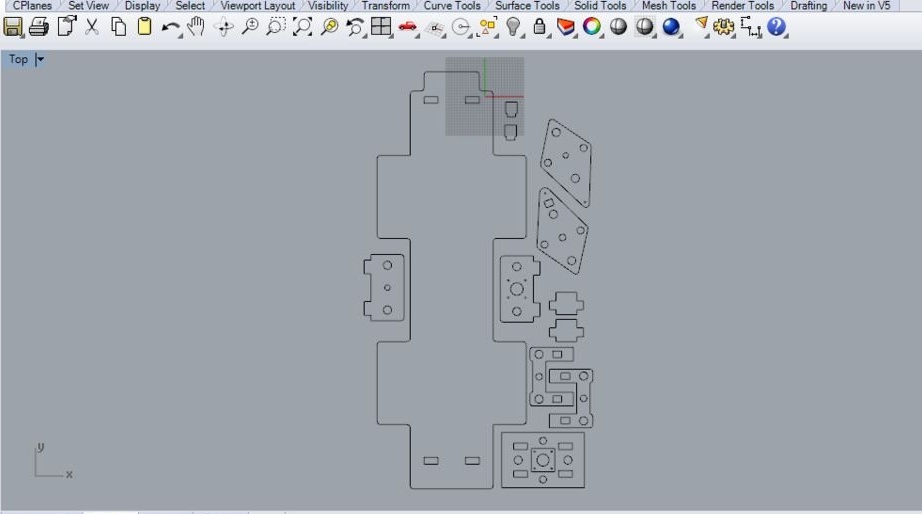
الخطوة الثانية: تجميع الماكينة
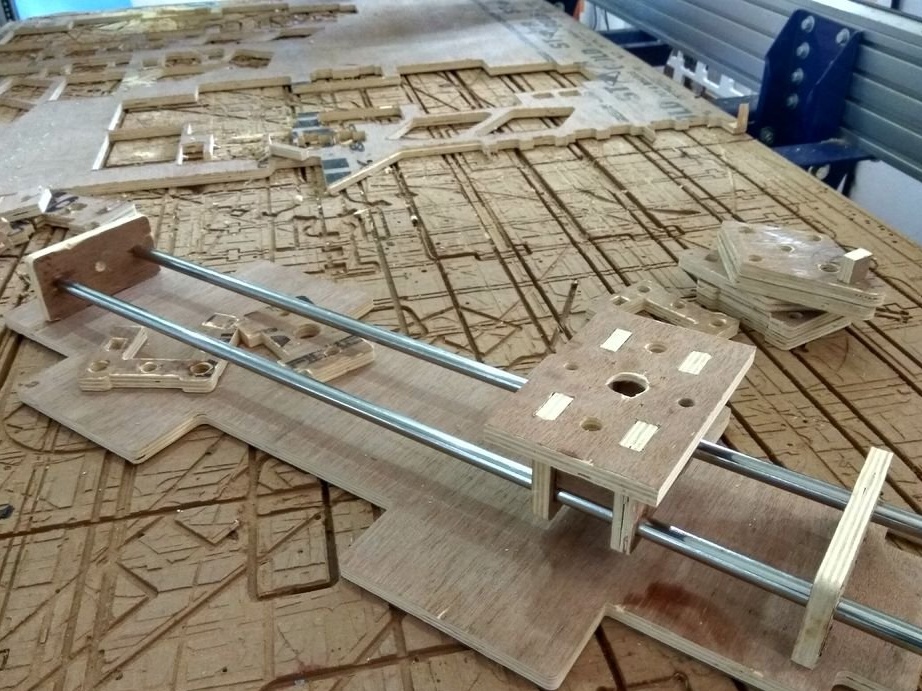
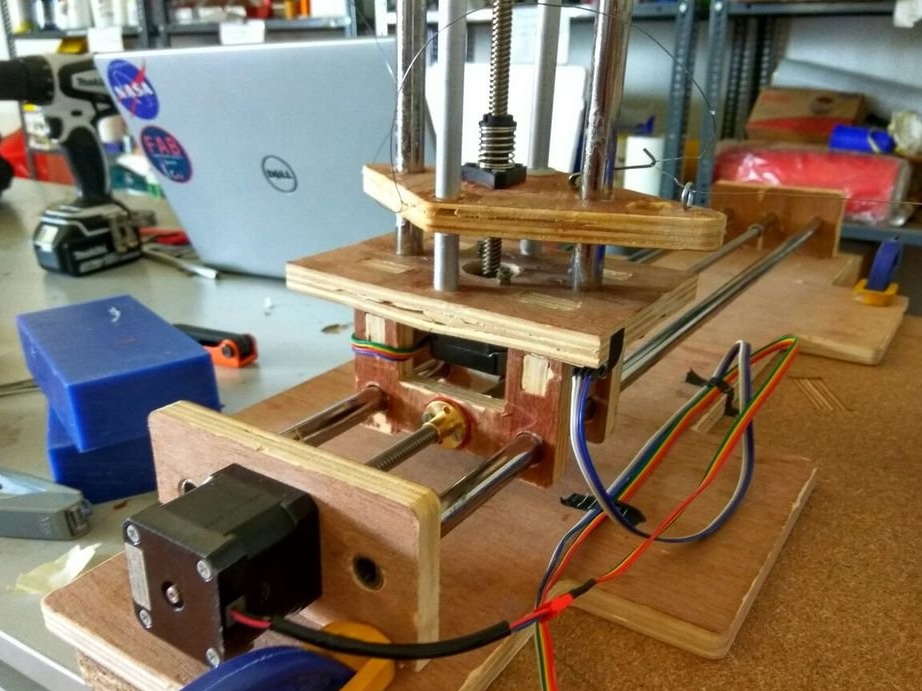
التصميم مصنوع من خشب رقائقي 12 مم ، التجميع الخطي مصنوع من أنابيب فولاذية بقطر 1/2 بوصة مع كتل منزلقة من الخشب الرقائقي. يمكن تحسين تصميم الكتل المنزلقة عن طريق تركيب محمل خطي أو جلبة.نظرًا لأن السيد يستخدم برغي الرصاص ، فإنه لديه عزمًا كافيًا للتغلب على الاحتكاك بدون تحمل. يدعم اثنان من الأنابيب الفولاذية ومسك كتلة التوجيه على نفس المحور.
يتم وضع أعمدة رأسية أعلى كتلة التوجيه الأفقية. لديها أربعة أنابيب.
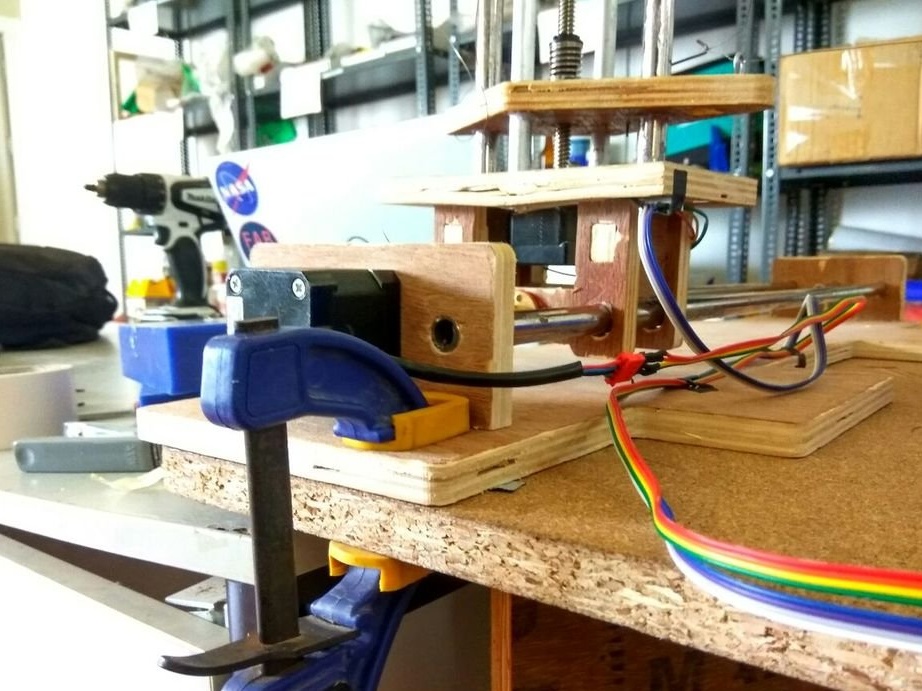
يتم إرفاق برغي الدفع بمحرك السائر باستخدام أداة توصيل مرنة. هذا يساعد في أي اختلال طفيف في العمود والمسمار. يحتوي العمود الرأسي على محرك السائر مع برغي رصاص مدمج ، والذي يمكن شراؤه أو استبداله بمحرك السائر التقليدي والقابض.
موقفي الآلة متطابقين. يوجد في القاعدة مكان لتوصيل الجهاز بسطح المكتب.


ملاحظة عند استخدام المحامل العادية ، اعتمادًا على المادة ، يمكن أن تحدث ظاهرة تسمى "الالتصاق والانزلاق". قد يتسبب هذا في أن تصبح الحركة غير متساوية وتسبب اهتزازات. يمكن أن يؤدي أيضًا إلى الانسداد ، مما يؤدي إلى زيادة الأحمال وخطوات تخطي عند استخدام محرك السائر.
Foamcutter_base.dxf
الخطوة الثالثة: توصيل الإلكترونيات
الخطوة التالية هي توصيل الإلكترونيات وتحريك المحركات وإعداد الماكينة. هناك 4 محركات متدرجة تحتاج إلى التوصيل بمنصة Ramps. يجب وضع الأسلاك بالكامل لضمان حركة المحور الكافية.
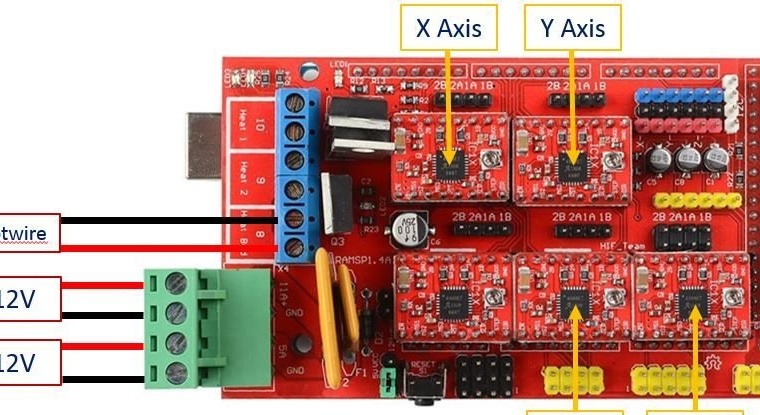
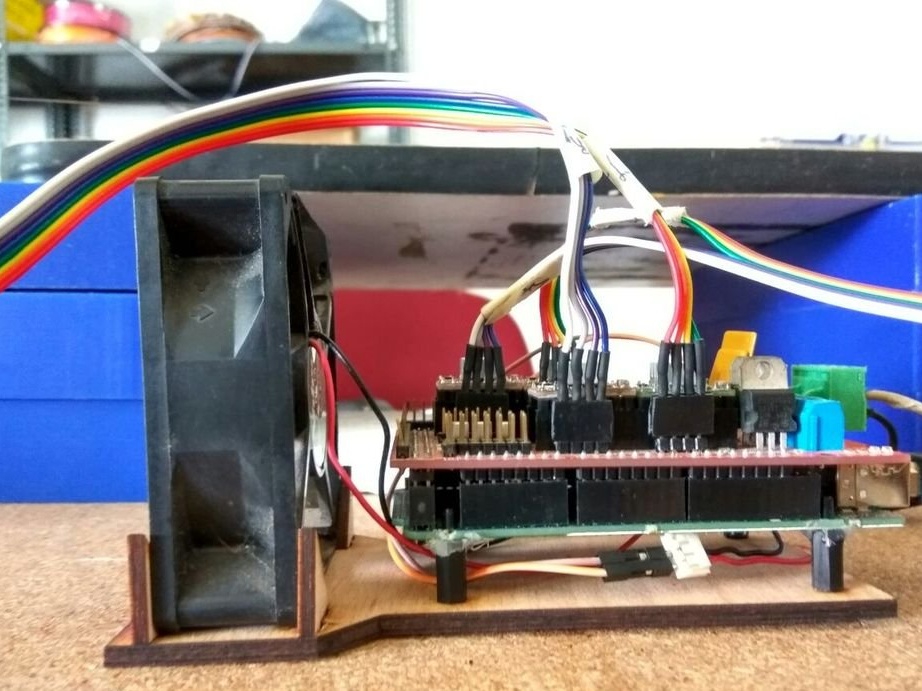
يتم توصيل جميع الأسلاك بلوحة Ramps ، وهي شاشة CNC لـ Arduino Mega2560. يمكن أن يدعم المنحدر ما يصل إلى 5 سواقات بمحركات السائر مثل A4988. يستخدم سيد محركات نيما 17.
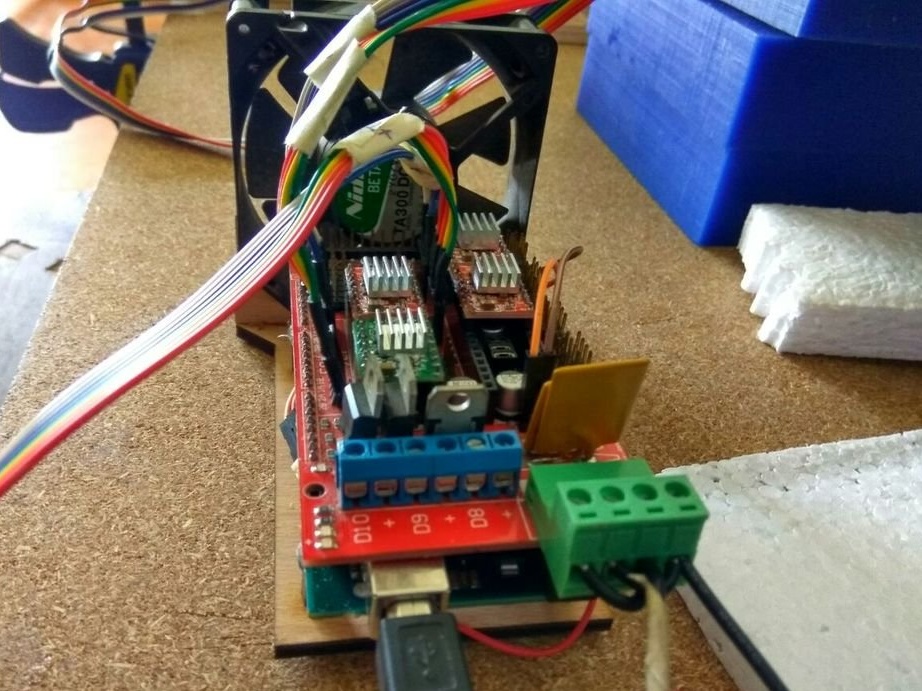
قبل التثبيت على لوحة Ramps ، تأكد من أن شريحة A4988 موجهة بشكل صحيح. يمكن لكل محرك السائر سحب ما يصل إلى 2 أمبير ، وقد تم تجهيز سائقي المحركات السائر مع مشعات لتبديد الحرارة. تحتوي اللوحة أيضًا على MOSFET 11A للتحكم في درجة حرارة السلك المتصل بالطرف D8. يتم تسخين جميع مكونات اللوحة ، وتأكد من ضمان التبريد المناسب.
عند تشغيل النظام ، تستمر محركات السائر في سحب التيار للحفاظ على وضع الثبات. يمكن أن تصبح المكونات مثل برامج تشغيل Stepper و MOSFET ساخنة جدًا أثناء التشغيل. لا تستخدم المنحدرات بدون تبريد نشط.
قام الليزر الرئيسي بقطع قاعدة Arduino و Ramps وربط مروحة 12V لتوفير تبريد نشط للوحة.
الخطوة الرابعة: الإعداد
يجب تكوين كل CNC بشكل صحيح قبل بدء العمل. نظرًا لأنه يتم استخدام محركات السائر في نظام الحلقة المفتوحة (بدون ملاحظات) ، فأنت بحاجة إلى معرفة المسافة التي ستسافر بها الحاملة مع كل ثورة في محرك السائر. يعتمد ذلك على عدد الخطوات لكل ثورة للمحرك ودرجة المغزل ومستوى التحول الجزئي المستخدم.
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchيستخدم محرك السائر مع درجة 200 دورة في الدقيقة. مدفوعة من قبل سائق A4988 عند 1/16 microstep ، مع برغي الرصاص بزيادات 2 مم.
Steps_per_mm = (200 * 16) / 2 = 1600كان البرغي الذي استخدمه السيد على الوجهين ، لذلك ستكون القيمة نصف تلك المذكورة أعلاه ، أي "800". إذا كان المسمار مكونًا من أربع مراحل ، فستكون القيمة ربع ما سبق.
بعد وميض Mega 2560 باستخدام ملف Grbl8c2MegaRamps ، افتح شاشة المنفذ التسلسلي وأدخل "$$" للوصول إلى لوحة إعدادات Grbl. لتغيير أي قيمة ، أدخل $ number = value. على سبيل المثال ، $ 0 = 100 بعد إعداد الجهاز ، تأكد من أن الجهاز ينقل القيمة الدقيقة كما هو موضح في وحدة التحكم.
الخطوة الخامسة: نيتشروم
لقطع الرغوة ، تحتاج إلى سلك مصنوع من مادة مناسبة يمكنها تحمل التسخين وسيكون لها نفس درجة الحرارة على طول الطول.
نيتشروم مادة مناسبة. من الأفضل استخدام سلك رفيع قدر الإمكان لتقليل الأخاديد أثناء القطع ولضمان خطوط قطع نظيفة. كقاعدة ، كلما زاد طول السلك ، زاد التوتر الذي يجب تطبيقه ، وكلما كان السلك أكثر سمكًا.
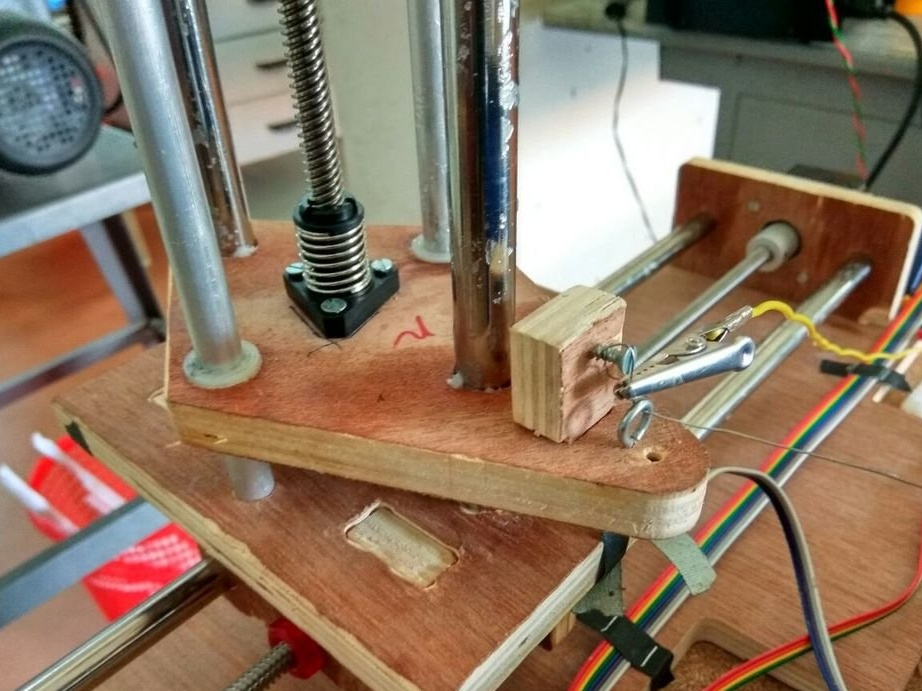
الخطوة التالية هي توصيل سلك نيتشروم بالجهاز. نظرًا لأن لدينا 4 محاور مستقلة ، لا يمكننا فقط ربط طرفي السلك بالدعامات.يجب أن يكون للسلك بعض الاستطالة ، إما عن طريق نابض ، أو عن طريق وزن متصل بالنهايات.
يمكن تطبيق الشد المستمر على السلك عن طريق نابض بقوة ثابتة أو وزن معلق في النهاية. طريقة رخيصة للحصول على الربيع بقوة ثابتة هي الاستخدام لفائف بطاقة الهوية.

الخطوة السادسة: البرمجيات وإنشاء G-Code
تحكم Grbl Hotwire
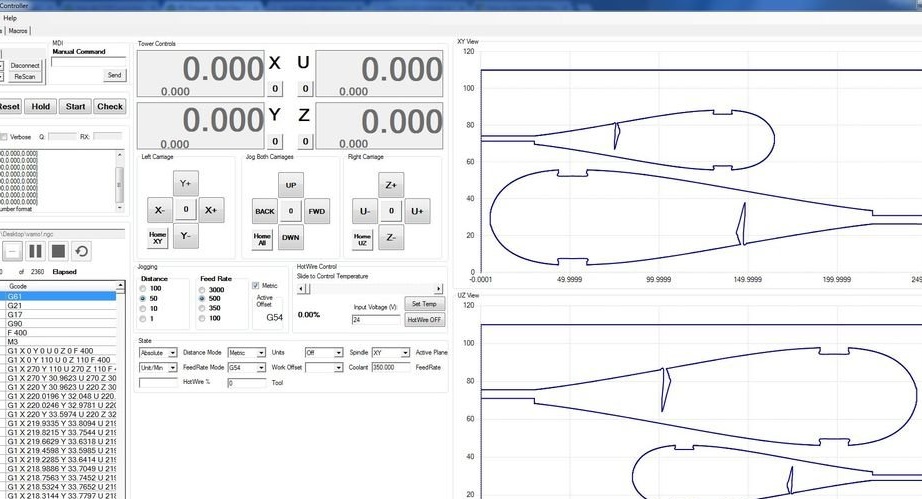
يستخدم المعالج لوحة التحكم Grbl ، التي طورها Garret Visser ، والتي تم تكييفها للقطع بواسطة Hotwire بواسطة Daniel Rassio. تحتوي اللوحة على تحكم في الوضع المستقل لجميع المحاور. هناك أيضًا أداة تصور ، رسم بياني "Gcode" ، والقدرة على حفظ وحدات الماكرو الخاصة بك. يمكن التحكم في درجة حرارة السلك الساخن باستخدام M3 / M5 لتشغيل / إيقاف تشغيل والأمر S "xxx" لضبط جهد الخرج ، إما يدويًا أو باستخدام شريط التمرير في البرنامج. يجب توصيل السلك الساخن بمخرج "D8" وأن يكون مدعومًا بمصدر طاقة متصل بمدخل "11A" في تقاطعات الخط.
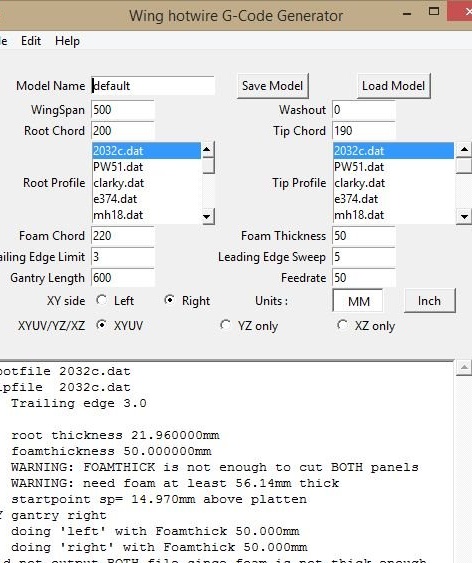
مولد G- كود الجناح
مولد G- كود الجناح هو برنامج لتوليد كود XYUV GY للقطع الساخن لأجنحة نموذج الطائرة. يعمل على Python 2.7 ويمكنه أيضًا التكامل مع واجهة LinuxCNC Axis. هناك أيضا نسخة عبر الإنترنت. هذا يسمح لك بإدخال المعلمات المختلفة للجناح. توجد قاعدة بيانات للملفات الديناميكية الهوائية بتنسيق .dat. يمكن استيراد ملفات تعريف جديدة بنفس الطريقة.
هذا البرنامج سهل الاستخدام ويدعم طبقات الأجنحة على نفس قطعة الرغوة لحفظ المواد. يمكن إرسال رمز G الناتج إلى الجهاز من خلال وحدة تحكم Grbl.
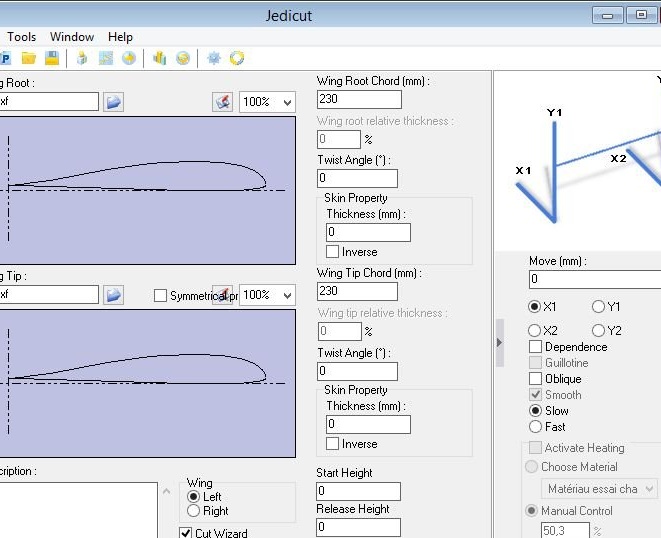
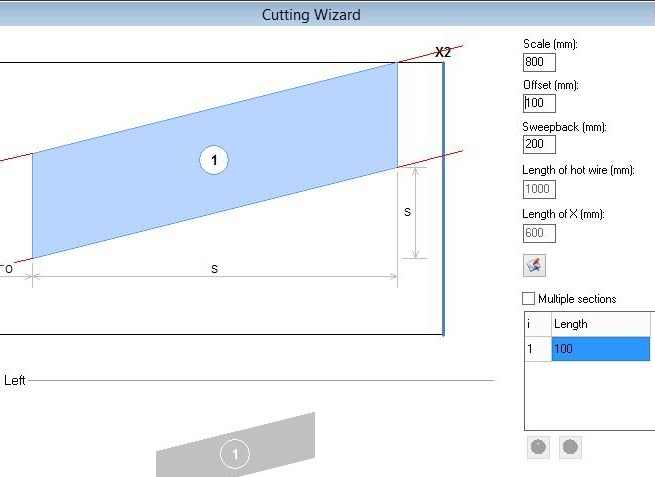
2.4 Jedicut
Jedicut - هذا برنامج رائع يمكنه أداء كل من CAD / CAM وأداء وظائف وحدة التحكم في الماكينة. هناك أيضًا مكون إضافي لإنشاء رمز G. هذا ليس أسهل برنامج لتكوينه. بعض الخيارات ورسائل الخطأ باللغة الفرنسية ، ولكن إذا كنت تعمل معها لبعض الوقت ، فيمكنك جعلها تعمل.
يُنشئ G-code الخاص بـ Wing رموز G في الوضع المطلق ، والذي يعمل على Grbl دون أي مشاكل ، لكن Jedicut يقوم بإنشاء G-code في الوضع التزايدي. واجه السيد صعوبات في البداية الأولى ، عندما تحركت السيارة ببساطة ذهابًا وإيابًا. إذا حدث ذلك ، فقم بتحرير G-code لإزالة الأسطر غير الضرورية في الرأس.
ينشئ كل من رمز Wing G و Jedicut رمز G مع بعض رموز Grbl غير المدعومة في الرأس. ستظهر وحدة التحكم على الشاشة عند حدوث مثل هذه الأخطاء. قم بتحرير رمز G وحذف أسطر التعليمات البرمجية غير الضرورية.
يتم تضمين رموز G العاملة مع كلا البرنامجين ، استخدمها للتحقق من وحدة التحكم.
Jedicut.rar
winggcode.rar
الخطوة السابعة: تحديد معدل التغذية ودرجة الحرارة
على عكس الطحن التقليدي ، يتم قطع الأسلاك عن طريق إذابة الرغوة. عندما يظل السلك في وضع واحد لبعض الوقت ، تستمر المادة المحيطة في الذوبان. هذا يزيد من أخدود القطع ويسبب عدم دقة في الحجم. هناك متغيرين يؤثران على عرض القطع.
معدل تغذية القطع.
درجة حرارة السلك.
معدل تغذية القطع هو السرعة التي يمر بها السلك من خلال المادة ، ويفضل أن يكون ملم / دقيقة. كلما زادت السرعة ، كلما كانت الفتحة أصغر ، ولكن كلما زادت درجة الحرارة المطلوبة ، وكذلك التوتر في السلك يجب أن يكون كافيًا. تتراوح سرعات البدء الجيدة من 350 إلى 500 مم / دقيقة.
يجب أن تكون درجة حرارة السلك أعلى قليلاً من درجة حرارة انصهار الرغوة. يتم التحكم في درجة الحرارة عن طريق التيار المتدفق عبر السلك.
هناك برنامج يسمح للتحكم PWM في السلك بتسخينه في اللحظات المناسبة من أجل تحسين معدل تغذية القطع. يتم تحديد درجة حرارة السلك من خلال مربع الأوقات الحالية للمقاومة.
هناك خاص آلة حاسبةحيث يمكنك إجراء جميع الحسابات اللازمة.
الخطوة الثامنة: تشغيل الآلة
تبدأ العملية بتصميم يتم تصديره كملف DXF. ثم يتم استيراد هذا الملف إلى برنامج CAM وإخراجه كرمز G. تم تشغيل الجهاز ومعايرته. يتم وضع المادة على منضدة العمل ويتم تعيين موضع البداية. قم بتشغيل ملف G-code وشاهد كيف يقوم الجهاز بكل العمل نيابة عنك.
وفقًا للسيد ، فإن الماكينة سهلة التصنيع وتسهل عمل نماذج الطائرات.




في الفيديو أدناه ، يمكنك رؤية مثال على الجهاز.