


يقترح صنع آلة حفر صغيرة ذات تصميم بسيط للغاية. لتصنيعها ، لن تكون هناك حاجة إلى أجزاء النمط - أدلة دقيقة ومحامل دوارة وآليات متحركة. إذا كان هناك في منزلك محرك أدوات صغير مع ظرف حفر على العمود ، فيمكنك بدء العمل. نصنع الآلة من المواد المرتجلة. لن يكون من الصعب العثور على كتل للمكونات.
ميزات التصميم.
هذه الآلة سهلة التصنيع ، ولكن لديها بعض القيود. تم تصميمه لحفر ثقوب بعمق يصل إلى 10 مم. تعتمد إمكانات الماكينة في قطر الحفر والمواد التي تتم معالجتها على خصائص (الطاقة ، سرعة دوران العمود) للمحرك الكهربائي المستخدم.
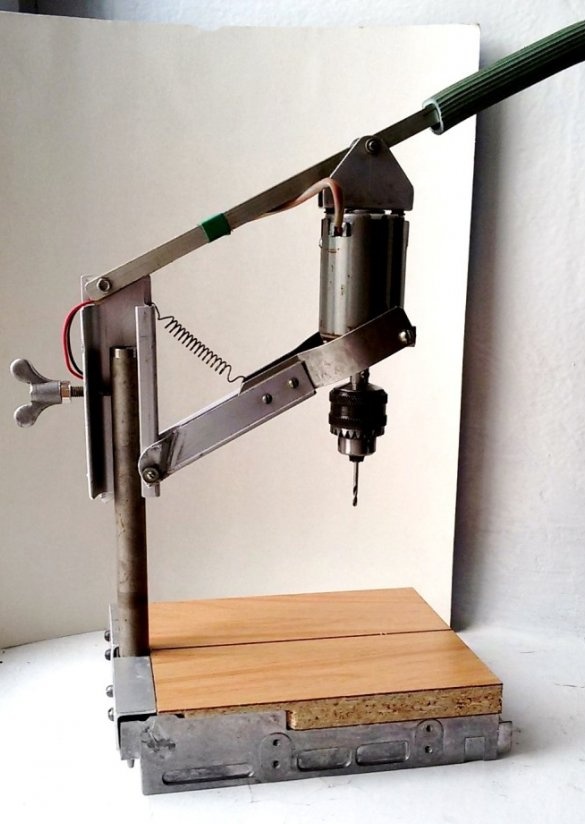
يرتبط تحديد عمق الحفر بتصميم تعليق محرك الحفر. يعتمد الجهاز على متوازي الأضلاع المفصلي. اثنان متساويان في الطول ورأسي متوازي الأضلاع ، هذا هو المحرك الكهربائي وقاعدة التعليق. الارتباطان المتبقيان المتساويان والعكسان هما عناصر الاتصال. كما تعلمون ، في هذا التصميم ، ستكون الروابط المعاكسة متوازية عند أي دوران لارتباطات متوازي الأضلاع. لذلك ، فإن المحور المشترك للمحرك الكهربائي والحفر (في التصنيع الدقيق لعناصر متوازية الأضلاع) سيكون دائمًا موازيًا لمحور الحامل الثابت وعموديًا على طاولة الماكينة.
كمرجع ، المعين هو متوازي الأضلاع حيث يكون للأطراف المجاورة أطوال وزوايا مختلفة ليست مستقيمة.
إعداد الجهاز والعمل عليه.
سيتم اعتبار موضع روابط التوصيل الموازية للجدول كموضع صفر. عند تشكيل جزء من الآلة ، لزيادة الدقة ، يجب أن يقترب موقع هذه الروابط من الوضع الأفقي.
في هذه الحالة ، مع الحركة المحورية للحفر من +5 مم إلى -5 مم (شوط 10 مم) من الوضع الصفري للوصلات ، سيكون الإزاحة الشعاعية للحفر (في المستوى المعين) 0.08 مم. ويبلغ طول الإزاحة 150 مم. من الناحية العملية ، هذا الإزاحة غير محسوس ، ولن يكون حرجًا للأداة والثقب الذي يتم تشكيله.
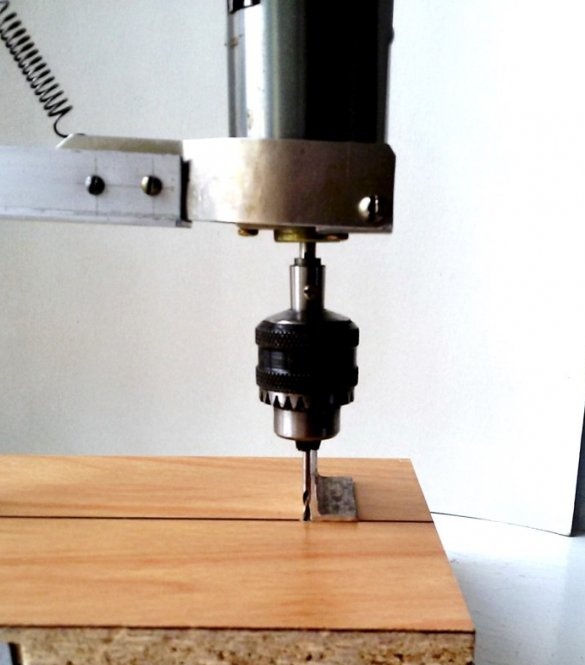
عند حفر لوحات الدوائر المطبوعة ، حتى مع أداة كربيد هشة بقطر 0.8 مم ، فإن إزاحة المثقاب على لوحة بسماكة 2 مم ستكون 0.003 مم (3 ميكرون). قارن القيمة المعطاة بالإزاحة وموضع هذا المثقاب عند معالجة الألواح يدويًا.
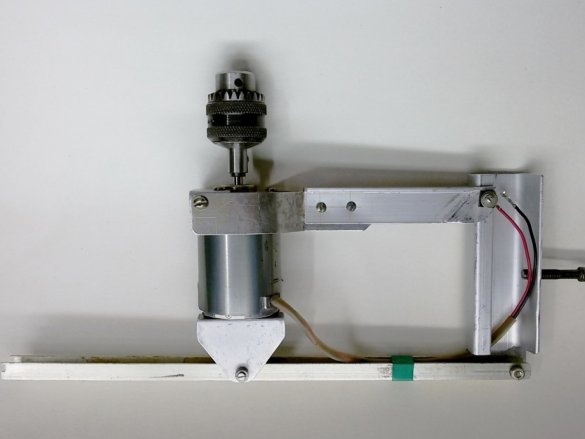
يتم ضبط الماكينة وفقًا لحجم الجزء ، في الارتفاع ، من خلال التحرك السريع على طول رف الماكينة يدويًا ، وقاعدة التعليق ، وتثبيتها بمسمار الإبهام. يتم تحديد ارتفاع رفع قاعدة التعليق وتثبيتها بصريًا من خلال خطر وضع الصفر (المرسومة على قاعدة التعليق - الصورة الأخيرة) عند لمس الجزء بطرف الحفر. عند حفر ألواح مختلفة بسمك 1 ... 3 مم ، لا يلزم إعادة ضبط الارتفاع.
مزايا التصميم الإضافية.
القدرة على تثبيت ألواح كبيرة الحجم (مع زيادة عبء الحفر ، تزداد دقة الحفر).
عند تحرير المقبض ، في نهاية الحفر ، يتحرك المحرك المزود بحفر تحت تأثير الزنبرك بسرعة ويعود لمسافة كبيرة ، مما يحرر منطقة المعالجة للجزء.
في أعلى موضع ، يمكنك تغيير المثقاب بسرعة وأمان.
أعتقد أن الخصائص المذكورة أعلاه تتحدث لصالح تصنيع الجهاز المقترح. الوقت الذي يقضيه في تصنيع هذا التصميم للآلة يؤتي ثماره في مزاج جيد من استبعاد أعطال التدريبات المكلفة والنادرة.
1. المواد والتفاصيل القابلة للتطبيق.
محرك كهربائي وظرف ميكانيكي أو كوليت.
قطع من صفائح معدنية بسماكة 1.5 ... 2.0 مم.
تأجير الألمنيوم ، الأنابيب.
2. صنع طاولة لآلة الحفر.
بادئ ذي بدء ، عليك أن تقرر على طاولة آلة الحفر. سيحدد حجمها وصلابتها وقوتها الدقة وسهولة الاستخدام. هناك العديد من تصاميم الطاولة المختلفة. في الإصدار المعين من الجهاز ، يتم استخدام حالة مشغل الأقراص المضغوطة ، التي تنتظر استخدامه الثانوي لفترة طويلة. علبة مستطيلة بأبعاد 145 × 200 مم مصبوب من سبائك الألومنيوم. لديها وزن منخفض ، وهيكل صلب وتسطيح على طول محيط الجزء السفلي من الجزء ، مما يعطي استقرارًا جيدًا للمنتج المستقبلي. بالإضافة إلى ذلك ، لا يتطلب هذا الجزء أي معالجة إضافية تقريبًا. لهذه الأسباب ، تم أخذ الغلاف كأساس لطاولة الآلة.
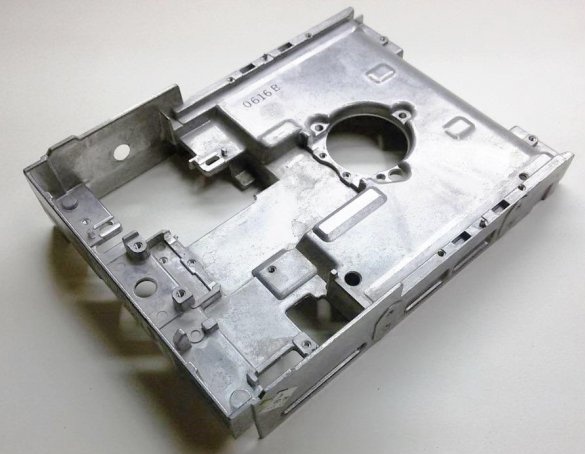
يحتوي أحد الجدران القصيرة (في الصورة على اليسار) ، في المنتصف ، على فتحة لمزلاج M8 ، والتي تحدد تلقائيًا تثبيت رف الماكينة هناك.
كحامل ، يمكنك استخدام معدن ملفوف أو أنبوب بقطر 18 ... 25 مم.
استخدم الهيكل قيد النظر أنبوبًا فولاذيًا رقيق الجدران بقطر 18 مم ، مما جعل من الممكن تبسيط طريقة تثبيته على الطاولة.
نختار برغيًا بخيوط M8 ورأس ، يتناسب قطره بإحكام مع الثقب في الأنبوب (قد يتطلب بعض التحسين للقطر). ثبت الجوز على المزلاج واضغط عليه في الأنبوب. الحامل جاهز. يبقى لإصلاحه على الطاولة مع الجوز الثاني.


في الجزء العلوي من الطاولة ، نقوم بإصلاح سطح المنضدة من اللوح الرقائقي على طول محيط جسم الشغل. في هذه الحالة ، سيتم أيضًا تثبيت حامل الماكينة بين جدار السكن والكونترتوب. في المستقبل ، على الجوانب الحرة للحامل ، نقوم بإصلاح بطانة مربع من الألومنيوم. كل هذا سيوفر صلابة إضافية مثبتة الرف.
في هذه العملية ، نتحقق من ، وإذا لزم الأمر ، نقوم بتعديل عمودي حامل الجهاز على الطاولة.

3. جعل قاعدة التعليق.
قاعدة التعليق ضرورية لتثبيت آلية متوازية الأضلاع المفصلية على حامل الماكينة. يعمل كجزء لا يتجزأ من المعين ، ويثبته على الرف ، في الارتفاع المطلوب وبزاوية محددة من حافة الطاولة. تم استخدام ملف تعريف الألمنيوم على شكل (18 × 40 مم) ، الذي كان يعمل سابقًا كمقبض باب أثاث ، كفراغ لقاعدة التعليق.
في منتصف مقطع من الملف الشخصي ، حوالي طولين للمحرك الكهربائي ، نقوم بحفر حفرة ونقطع خيط M6 أو M8 تحت برغي التثبيت. نتحقق من موثوقية تثبيت قاعدة التعليق على رف الماكينة.

تصنيع آلية لتركيب محرك كهربائي
4. جبل المحرك السفلي.
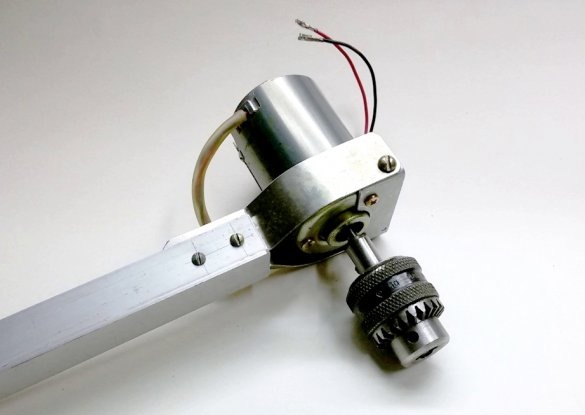
بالنسبة لآلة الحفر المقترحة ، استخدم محرك DC بمغناطيس دائم DC 24V ، 0.7A.

نبدأ في إنتاج متوازي الأضلاع المفصلي مع الرابط الرئيسي ، الذي يتكون من محرك كهربائي وعناصر التثبيت الخاصة به. قد تختلف أبعاد المحرك المستخدم ، وكذلك موقع فتحات التثبيت. لذلك ، لا يتم إعطاء أبعاد السحابات.
من صفائح فولاذية بسماكة 1.5 ... 2.0 مم ، ننتج جبل المحرك السفلي. في الرفوف الجانبية للدعامة ، قم بحفر ثقوب محورية وقص خيط M4 فيها. قم بتركيب حامل المحرك بمسمارين قياسيين.


5. الرابط السفلي للمتوازي الأضلاع.
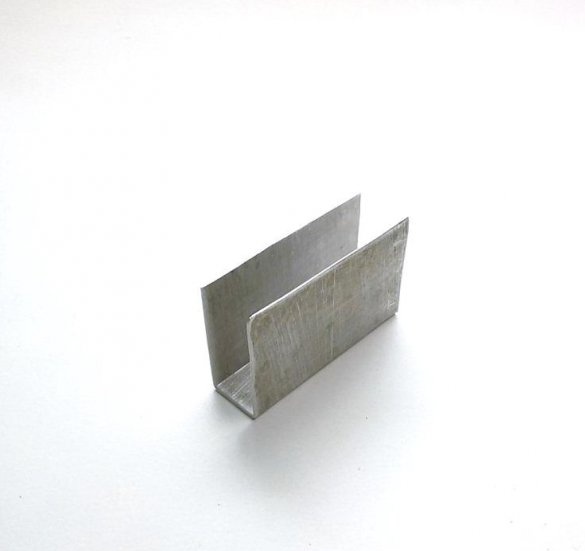
سنجعل الرابط السفلي من متوازي الأضلاع من الألمنيوم الملفوف متاحًا في متناول اليد. على سبيل المثال ، في التصميم المقترح ، تم استخدام ملف تعريف الألومنيوم على شكل حرف U (20 × 20 مم) ، والذي كان يُستخدم سابقًا في تصنيع النوافذ.
لتوصيل الرابط السفلي بدعم المحرك ، من صفائح فولاذية بسمك 1.5 مم ، ننتج عنصرين انتقاليين مصنوعين من المرآة. يتم توصيلها بشكل صارم بملف تعريف الارتباط باستخدام برغيين (برشام).


6. الوصلة السفلية مع دعم المحرك
يتم تحديد طول الوصلة السفلية حسب حجم الطاولة المصنعة. في هذا التصميم ، يتم تعريف هذا الطول (المسافة بين محاور ثقوب التثبيت) على أنه 150 ملم. ضع علامة على الثقوب للاتصال بقاعدة التعليق وقم بقطع الملف الشخصي إلى الحجم المطلوب. إذا لزم الأمر ، على الجانب المقطوع من الملف الشخصي ، فإننا نشكل عرض الأخدود للحصول على اتصال ضيق في العرض مع قاعدة التزاوج للتعليق. نحفر على طول الثقوب المحورية.

نقوم بتجميع الوصلة السفلية بدعم من المحرك الكهربائي. باستخدام براغي M4 ، نعلق الرابط السفلي بدعم المحرك ، مما يضمن دورانًا حرًا في الاتصال. يتم تحديد موقع فتحة المفصلة في الوصلة السفلية ، خلف المحرك ، من خلال أقصى زيادة ممكنة في طول الوصلة ، وبالتالي زيادة دقة المعالجة.
7. جبل المحرك العلوي.
من صفائح فولاذية أو ألمنيوم بسمك 1.5 ... 2.0 مم ، ننتج جبل المحرك العلوي. سيعتمد تصميم الجزء على موقع نقاط التعلق على المحرك الموجود. قم بتركيب حامل المحرك العلوي.


8. الرابط العلوي للمتوازي الأضلاع.
الرابط العلوي من متوازي الأضلاع مصنوع أيضًا من الألمنيوم الملفوف. على سبيل المثال ، استخدم التصميم المقترح ملف تعريف ألمنيوم على شكل حرف H (12 × 16 مم). ضع علامة على قطعة عمل الرابط العلوي. نقوم بنقل المسافة بين محاور ثقوب التثبيت للوصلة السفلية المصنعة على قطعة عمل الرابط العلوي. ثقوب للحفر. طول قطعة الشغل للوصلة العلوية ، من المستحسن أن تتضاعف ، بالنسبة لحجم عمل الرابط. سنستخدم النهاية الحرة للملف الشخصي كمقبض لتغذية المثقاب ، مما يقلل من قوة اليد إلى النصف. يمكن وضع قطعة من الأنبوب البلاستيكي على هذا الجزء من الشغل.
المسافة بين محاور ثقوب التثبيت وموقعها على المحرك تدعم ، ننتقل إلى قاعدة التعليق. وبعبارة أخرى ، في متوازي الأضلاع المصنوع ، يجب أن تكون الخطوط التي تربط محاور ثقوب التثبيت على حوامل المحرك وقاعدة التعليق متساوية ومتوازية.
لتحقيق هذا الشرط ، في تصميم الماكينة المصنعة ، يتم قطع جزء من الملف الشخصي على أساس التعليق (في الجزء العلوي).

9. تجميع متوازي الأضلاع المفصلي - المعيني.
نقوم بتجميع المعين ، وتثبيته على الرف والتحقق من الآلية قيد التشغيل.
10. التحكم في دقة الآلية
عمودي

للمثاقب بسكتة دماغية 10 ملم

تحت الحمل.
