


على أساس المحرك الكهربائي "العالمي" والملف - منشار منشار PN-40 من المجموعة العالمية لنموذج UN-20 ، يُقترح صنع جهاز ثابت للعمل مع بانوراما.
تم إنتاج مجموعة أدوات الطاقة العالمية متعددة الأغراض المحلية لعدة سنوات (1997-2003). في تلك السنوات ، كان من الصعب إلى حد ما العثور على أداة كهربائية منزلية رخيصة الثمن للبيع. لذلك ، تم بيع مجموعات "Universal" بسهولة واستخدامها من قبل عشاق الفن محلية الصنع لمجموعة متنوعة من المهام المنزلية. يمكن شراء مجموعات متنوعة اليوم في بعض المواقع على الإنترنت.
تم الانتهاء من مجموعات أدوات الطاقة العالمية الشاملة ، على أساس محركات كهربائية موحدة من MVB ومجموعة مختلفة من الفوهات ، في شكل مجموعات كاملة وظيفياً ، بالإضافة إلى فوهات منفصلة وأجهزة وملحقات. حصل المشتري على المجموعة التي يحتاجها ، اعتمادًا على احتياجاته وثروته.

تم استخدام مجموعات أدوات الطاقة العالمية للقطع الخطي والمعروف للصفائح والحفر والتخطيط والطحن وتحويل الخشب والبلاستيك والمعادن. تم استخدامها لطحن وتلميع مجموعة متنوعة من المواد وأدوات الشحذ وغيرها من الأعمال. جعلت مجموعة UN-20 متعددة الوظائف من الممكن تجميعها من الأدوات المدرجة فيها: مثقاب كهربائي ، منشار (منشار) ، منشار كهربائي بمنشار دائري ، مسوي كهربائي ، جهاز تفريز وتحويل.
أساس مجموعة أدوات متعددة الاستخدامات هو محرك كهربائي MVB بقوة 600 ... 650 واط. يتكون محرك "يونيفرسال" الكهربائي من محرك كهربائي جامع ، مدعوم بشبكة 220 فولت ، مع علبة تروس متكاملة من سرعتين. يتم استخدامه في العمل مع الفوهات وأدوات القطع المدرجة في المجموعة. يمكن أيضًا استخدامه بشكل مستقل (على سبيل المثال ، كحفر ، بعد تثبيت ظرف الحفر) وكقيادة في الأجهزة الميكانيكية المختلفة.

يحتوي المحرك الكهربائي الموحد MVB على أصناف - MVB-2V ، MVB-21A ، MVB-21. من أجل تركيب وإرفاق الفوهات والملحقات من مجموعة "Universal" ، يحتوي المحرك الكهربائي على عنق أسطواني بقطر هبوط يبلغ 36 ملم. في نهاية خرج المغزل يوجد خيط M12x1.25 لتأمين أداة القطع والملحقات. ولقيادة الإعداد المجمع من المجموعة ، هناك مربع 8 × 8 مم.
الخصائص التقنية للمحرك الكهربائي "العالمي":
معلمات MVB-2V MVB-21A MVB-21
السلطة ، W 600650650
السرعة الأولى ، دورة في الدقيقة 2000 2000 0 ... 2000
السرعة الثانية ، دورة في الدقيقة 7000 7000 0 ... 7000
الأبعاد الكلية ، مم 255х76х101 255х76х101 255х76х101
الوزن ، كجم 2.5 2.5 2.5
من مجموعة "يونيفرسال" بأكملها ، لدينا محلية الصنع سنختار مجموعة منشار المنشار (بانوراما) PN40 "والمحرك الكهربائي العالمي بسرعتين" MVB-2V "بقوة 600 واط.

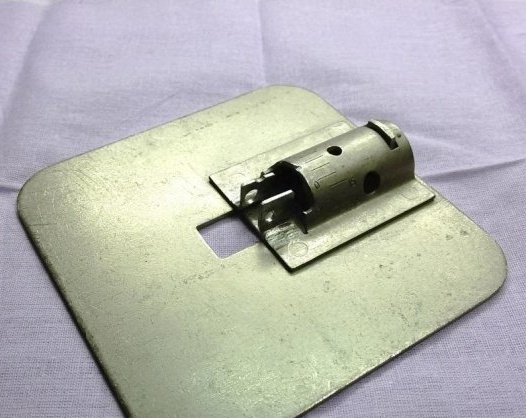
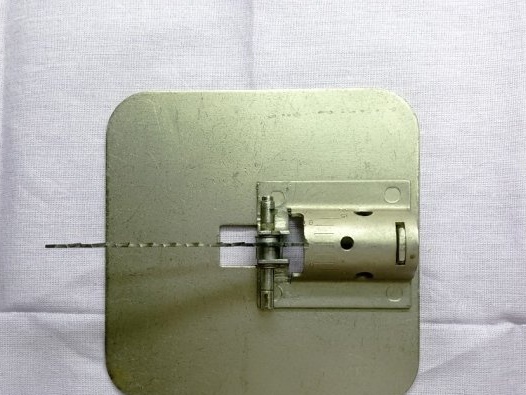
تتضمن مجموعة بانوراما PN40 آلية بانوراما متوازنة ديناميكيًا (آلية كرنك تحول دوران محرك المغزل إلى مناشير ترددية) ، وطاولتين - قاعدة بانوراما (ضيقة وعريضة) مع آلية دوران (+/- 45 درجة) وتثبيت في موقف مثبت ، توقف قابل للتعديل للنشر في الحجم.

بعد الاستخدام العملي للمنشار المحدد في التنفيذ اليدوي ، يمكن ملاحظة إيجابيات وسلبيات الجهاز. يتم تصنيع محرك الأقراص "العالمي" بكفاءة - يعمل بسلاسة منذ ذلك الوقت ، مضغوط وسرعتين (سرعة الدوران 2000 أو 7000 دورة في الدقيقة ، النموذج MVB-21 لديه تعديل سلس للسرعة) ، لديه قوة جيدة بأبعاده.
بعد تجميع محرك الأقراص بآلية المنشار ، يتحرك مركز ثقل الأداة إلى الخلف. منطقة مرجعية صغيرة من جدول الجهاز ، مع زيادة كبيرة في الوزن ووزن المحرك ، تزيد من دقة وشكل قطعة العمل.

بالإضافة إلى ذلك ، تشمل عيوب تصميم المنشار عدم وجود دعم إضافي للمنشار ، مما يحد من كمية التغذية أثناء القطع ، ودقة الأبعاد أثناء التشغيل ويحدد التآكل السريع لأدلة قضيب المنشار.

حاليًا ، يعد اختيار الأدوات الكهربائية للبيع غير محدود ، والعمل معها أكثر ملاءمة. لذلك ، لم يعد العمل مع Universal يناسب المستهلكين بعد الآن.
ومع ذلك ، فإن أداة "Universal" مناسبة تمامًا للعمل. تنعكس هذه العيوب أثناء التشغيل اليدوي. عند تثبيت الأداة على وضع ثابت ، يتغير الوضع بشكل ملحوظ. وينتج عن ذلك آلة صغيرة ولكنها قوية نسبيًا لمعالجة المواد. في هذا الصدد ، يجب أن يتذكر أصحاب أداة القوة الأثرية "Universal" مرة أخرى ذلك.
في تصنيع منشار كهربائي ثابت منشار (بانوراما) على أساس محرك "Universal" ، سوف نتلقى عطلة نهاية الأسبوع التالية مواصفات الجهاز:
سماكة المواد المعالجة 60 مم كحد أقصى
(يعتمد على طول الملف المثبت)
نوع الأداة العالمية
(تم شراؤها من أي متجر أدوات ،
اعتمادًا على المواد المعالجة)
يتم ضبط أوضاع المعالجة يدويًا
صنع المنشار (بانوراما)
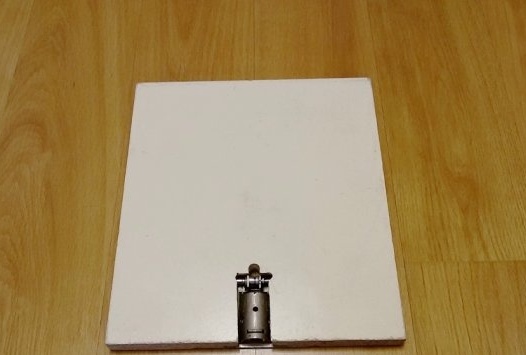
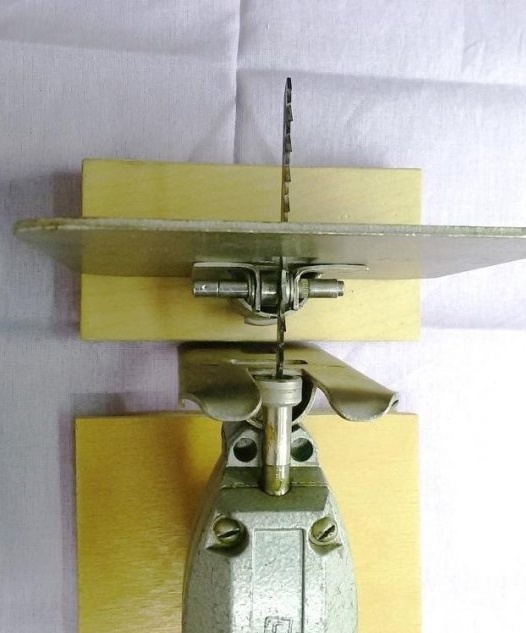
نظرًا لموقع القضيب في الموضع السفلي ، بالقرب من طاولة المنشار ، لا يوجد مكان لموقع دعم المنشار (انظر الصورة أعلاه). في هذا الصدد ، للقضاء على العيب المذكور أعلاه ، سنضع الدعم خارج هيكل المنشار. لتقليل خسائر الاحتكاك ، سنقدم دعمًا على شكل بكرة دوارة بحرية. لزيادة الدقة ، سنقوم بتعديل الفجوات في الدعم إلى الحد الأدنى. ستحتوي الأسطوانة على أخدود بملف مثلث ، لدعم المنشار من ثلاثة جوانب. سيتم وضع دعامة الأسطوانة هذه بين طاولات المنشار الكبيرة والصغيرة ، بسمك طاولة الماكينة التي يتم تصنيعها. سيتم تصنيع طاولة الماكينة من لوح حبيبي مصفح ، وسيتم تثبيت طاولات المنشار الموجودة مقابل بعضها البعض ، على جانبي اللوحة. سيقلل هذا التصميم بشكل طفيف من قدرة الماكينة على زيادة سمك المعالجة إلى أقصى حد ، ولكن في هذه الحالة ، ستكون الفوائد أعلى بكثير من الخسائر.
1. الانتهاء من طاولة كبيرة للمنشار.
في الجزء الأصغر من السطح الأسطواني الداعم ، بمساعدة طاحونة زاوية أو منشار ، نقطع اثنين من الأخاديد. سوف يقسم القطع الأول السطح الأسطواني إلى نصفين ، وسوف يفرغ القطع الثاني ويحرر الأنصاف الناتجة إلى قاعدة اللوح الخشبي ، لتشكيل قاعدة الدعم بحرية.


2. اختيار أجزاء للدعم.
لتصنيع دعامة دوارة بحرية ، نختار أو نصنع زوجًا من الأجزاء - محور دوران بقطر 4 ... 5 مم وأسطوانة. يجب أن تدور الأسطوانة المركبة على المحور بحرية ، ولكن ليس لها انحراف شعاعي ملموس. في التصميم المحدد ، كانت الأقطار الموجودة في أجهزة الأسطوانة الصلبة المقواة والمحور من أسطوانة الزنبرك لساعة المنبه الميكانيكية المفككة متطابقة تمامًا. لإصلاح المحور في الجهاز ، يجب توصيل أحد طرفي المحور (أو كليهما).

3. تشكيل قاعدة للدعم.
باستخدام ملزمة مقاعد البدلاء وأداة مساعدة ، من الأنصاف التي تم الحصول عليها من السطح الأسطواني ، نشكل جدارين رأسيين للأخدود لأسطوانة الدعم. يحدد حجم الأخدود طول الأسطوانة.

4. وفقا لأقطار محور الأسطوانة ، في جدران الأخدود الذي تم الحصول عليه ، حفر ثقوب.
5. جمعية الدعم.
نقوم بتثبيت المحور في قاعدة الدعم. عند التجميع ، نقوم بتثبيت بكرة دعم وغسالة على المحور لضبط الخلوص (إذا لزم الأمر). أولاً ، نقوم بتجهيز غير كامل مع التحكم وتعديل الفجوات. ثم نجمعها في النهاية. من المستحسن توصيل المحور بدون خلوص مع قاعدة الدعم ، بسبب ثقب هبوط دقيق أو اتصال مع تداخل طفيف. إصلاح المحور بجوز وغسالة سبليت الانقسام. نظرًا لأن المحور كان في اتجاه عقارب الساعة ، تحول الجوز إلى صمولة جناح لف من المنبه. نقوم بإزالة لوحة الجوز (مساحة صغيرة) ونحصل على الجوز المطلوب مع فتحة.


6. تصنيع أخدود التوجيه.
نحتفل على الأسطوانة موقع الأخدود التوجيهي للمنشار. يتم تشغيله على طول خط الوسط للجدول والنافذة أسفل الأداة. بمساعدة آلة النقش وكوب الكشط المخروطي في المخروط ، في مكان محدد ، نقوم بمعالجة الأخدود التوجيهي.

7. عمل طاولة للجهاز.
لتصنيع منضدة الماكينة ، نستخدم لوحة من اللوح الرقائقي بالحجم المطلوب لتصميم الماكينة.
ضع علامة على موقع بانوراما سطح المكتب وموقع الأداة (المنشار). نقوم بحفر حفرة تحت الأداة. باستخدام جهاز الطحن ، وفقًا للترميز ، نعالج انخفاضًا في سمك طاولة المنشار (2.5 مم). قطع التفريغ لتحديد آلية تحويل طاولة بانوراما.

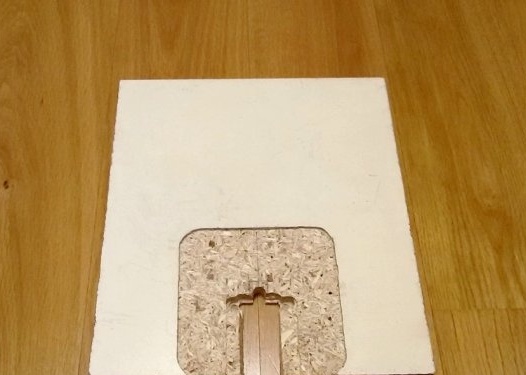
في طاولة العمل للمنشار المقطعي ، نحتفل ونحفر 4 ثقوب متصاعدة قطرها 4.0 مم. نقوم بعمل ثقب عكسي للثقوب لترتيب رؤوس المسمار مع تدفق سطح الطاولة. نقوم بتثبيت وربط سطح المنشار باستخدام مسامير.

8. التجميع النهائي للمنشار.
نحتفل ونحفر ثقوبًا بقطر 5.0 مم في طاولة صغيرة للصور المقطعة. نتحقق من موقع آلية بانوراما بالنسبة لسطح المكتب المثبت. نقوم بإصلاح آلية المنشار على الجانب السفلي من طاولة الآلة. للتثبيت ، نستخدم براغي بقطر 4.0 ملم مع جزء سفلي مسطح من الرأس. سيسمح هذا ، إذا لزم الأمر ، بإجراء تعديلات على موضع الأداة ضمن حدود صغيرة.




في هذا الصدد ، أعتبر تصنيع آلية آلة المنشار (بانوراما) كاملة. ستبدأ الأيام الدافئة قريبًا وسيأخذ الجهاز المصنّع (حسب الضرورة استخدام المنشار) مكانه على سرير آلي. أستخدم جسم غسالة ملابس سابقة كسرير. لديها صلابة كافية ، ارتفاع مريح ، وأماكن لتركيب الطاولة ، ومفتاح وصندوق لتخزين سلك الطاقة. العمل السابق محلي الصنع يعمل بالفعل على هذا السرير - جهاز طحن يعتمد على محرك كهربائي "عالمي"