
يوم جيد للجميع. يعلم الجميع أن الأشياء الجيدة هذه الأيام ليست رخيصة على الإطلاق ، والأدوات ليست استثناءً. ولكن يمكن صنع العديد من الأدوات افعلها بنفسك ومن المواد المتاحة. وسيقدم لنا مؤلف قناة Techno Cracy هذا لنا. اليوم ، من ملف قديم عادي ، سيقوم المؤلف بعمل أداة يدوية ، تسمى Meisel. لهذا العمل ، لن يستخدم السيد عمدا أي أداة كهربائية ، باستثناء المثقاب الكهربائي ، وحتى ذلك الحين فقط لعمل ثقب في المقبض. (ولكن يمكنك الاستغناء عن المثقاب الكهربائي).
ستكون الأداة الرئيسية:
ملف معدني
ملف
ملزمة
عرموش
ورق رمل
مسطرة مع منقلة
قلم وقلم بسيط
قطعة من الورق العادي
آلة شحذ
زيت آلة

وتحتاج أيضا إلى موقد.

يمكن رش الغاز بالغاز.

لاصق الايبوكسي.

وكلوريد الحديديك.
المواد: هناك حاجة إلى الطين بشكل مثالي ، لكن المؤلف لم يكن لديه ، وبالتالي ، استخدم معجونًا من الأسمنت بدلاً من الطين.

الملف السوفياتي.

تركيب السباكة.

مقبض المطرقة.
الكحول المصبوغ.

زيت معدني.

وأسلاك تريكو الصلب.

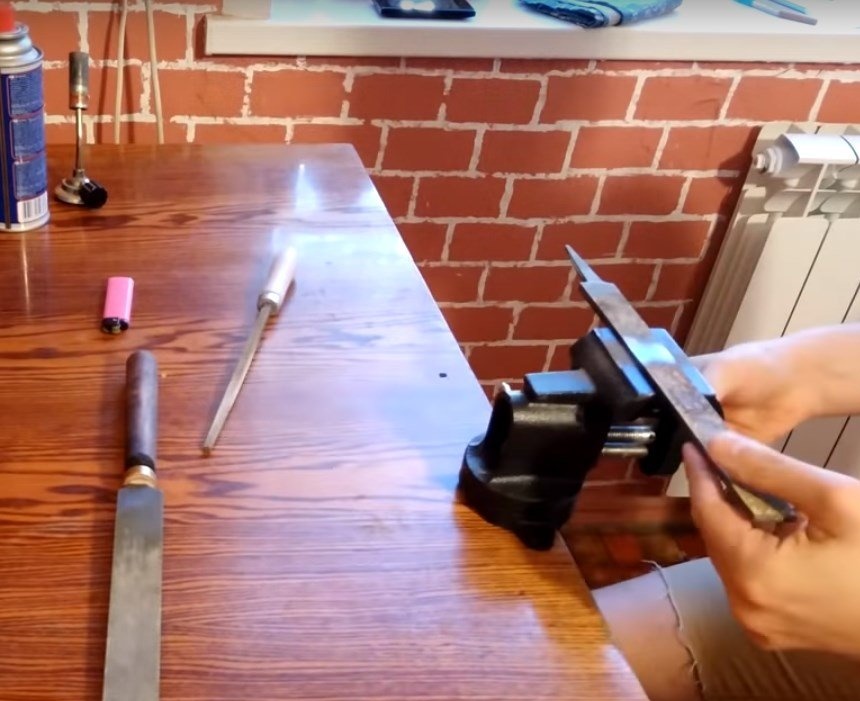
قليلا عن معالجة الملفات. يمكن معالجة الملف بطريقتين مع وبدون تبريد. كل من هذه الأساليب لها إيجابياتها وسلبياتها. يتم تقسية الملف في حالة العمل العادية. لذلك ، لا يمكن معالجته يدويًا. هذه هي الطريقة دون إعادة الالتصاق. ما عليك سوى أخذ الملف كما هو ، ومعالجته باستخدام مطحنة الزاوية أو المطحنة ، فإن الشرط الرئيسي لهذه الطريقة هو عدم ارتفاع درجة حرارة المعدن. خلاف ذلك ، على الأقل: سيحدث تقسية المعادن ، وسيتطلب إعادة التصلب ، ولكن كحد أقصى: سوف ينهار تمامًا. هذا هو العيب الرئيسي لهذه الطريقة ، تفسد المستقبل محلية الصنع سهل جدا. من السهل بشكل خاص حرق طرف حاد ، وقد حدث هذا للمؤلف أكثر من مرة ، عندما كان قد بدأ للتو تجاربه مع المعدن. وبالتالي ، من خلال التجربة المريرة ، أصبح المؤلف الآن مؤيدًا قويًا للمعالجة اليدوية للمعادن. من أجل أن يضفي المعدن نفسه بشكل جيد على المعالجة اليدوية ، يقوم المؤلف بإجازته.(في علم المعادن يسمونه التقسية والمعالجة الحرارية التي يخضع خلالها الهيكل المعدني لإعادة التبلور ويلين.) ببساطة ، يسخن المعدن ويبرد ببطء ، على عكس التبريد ، عندما يسخن المعدن ويبرد في غضون ثوان. لترك ملف في المنزل الشروط ، الموقد الغازي التقليدي يكفي. يمسك المؤلف في ملف ملزمة ، وقد حسن المؤلف المكان الذي ستتم معالجته بشكل أكبر. ولكن كما اتضح ، كان الملف صامدًا قويًا ، وكانت قوة الموقد ضعيفة إلى حد ما ، وتمكن السيد بالكاد من تسخينه إلى لون كرز داكن بالكاد يمكن ملاحظته.



ولكن لحسن الحظ ، كان هذا كافياً لجعل الفولاذ أكثر نعومة ، ويمكن معالجته باستخدام أداة مقاعد بسيطة.

بعد أن قطع المؤلف القطعة بزاوية 45 درجة. هذه هي بالضبط الزاوية التي تحتويها ميزيل الكلاسيكية.

ستكون هذه أول أداة تحويل صنعها المؤلف. لذلك ، سينتج المؤلف ، مع الالتزام بمعلمات الميزان الكلاسيكي المعتاد.

اعترف المؤلف بصدق أنه لم يكن لديه فكرة عن مدى سرعة تآكل أدوات القطع ، لكن السيد لن يقف خلف الماكينة لمدة ثمانية ساعات ، وبالتالي قرر جعل طول جزء العمل من الأداة المستقبلية 100 مم.

ليس من الممكن دائمًا قطع الشغل بزاوية مثالية تمامًا ، لذا فإن الخطوة التالية للمؤلف هي محاذاة حافة القطع.


بعد ذلك ، ستحتاج إلى تشكيل المنحدرات. من خلال قياس سمك قطعة العمل ، يبلغ 6.5 مم.

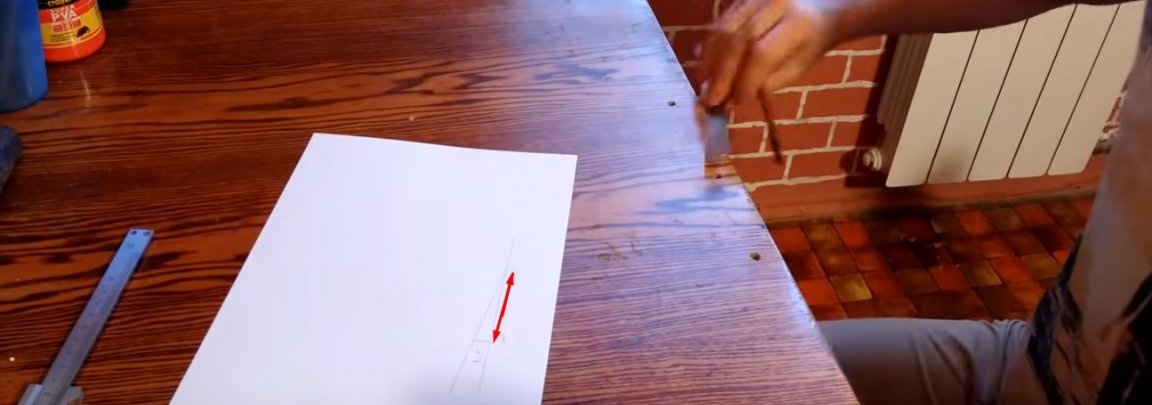
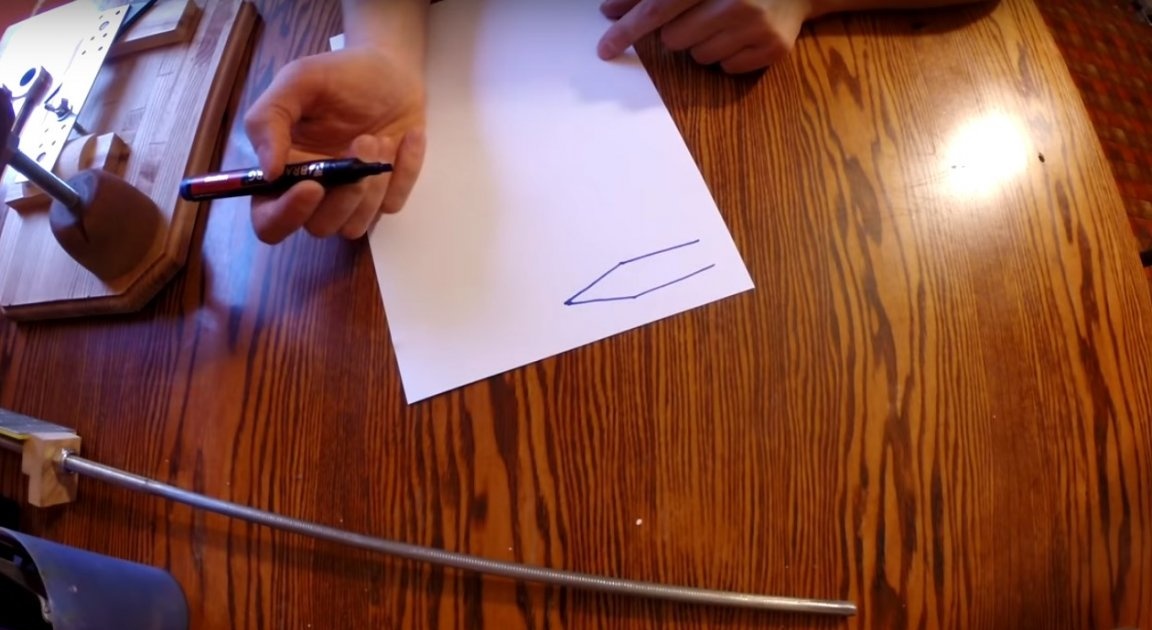
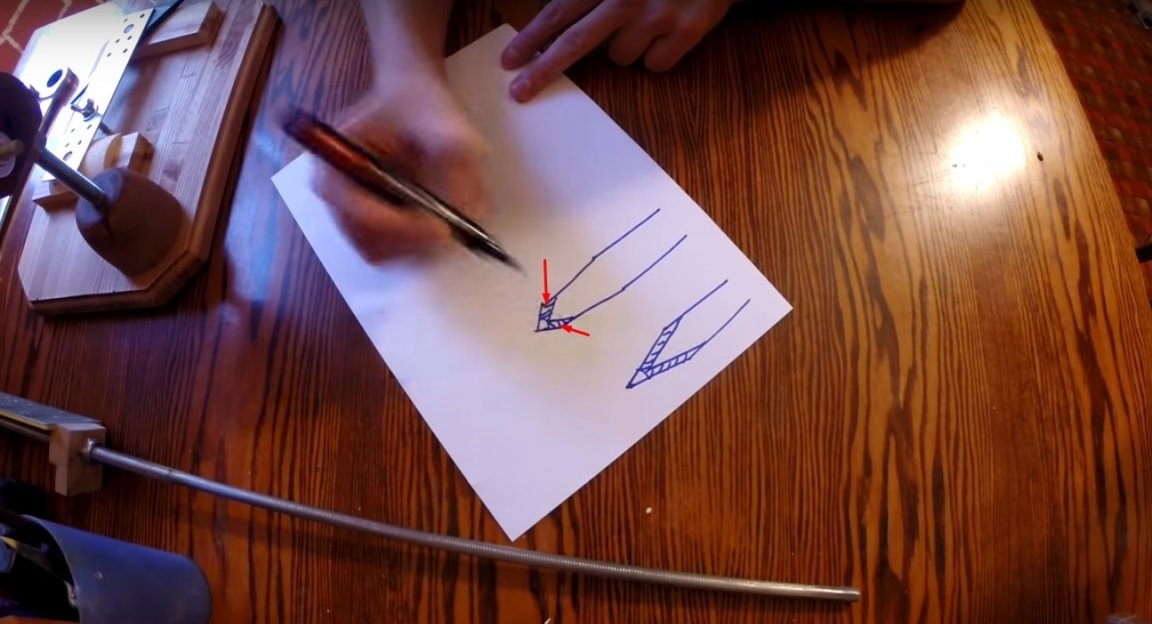
يخطط المؤلف لجعل السلالات بزاوية 10 درجات. بادئ ذي بدء ، سيقوم بإجراء الحساب بالكامل على الورق. للقيام بذلك ، رسم خطًا مستقيمًا.

ووضعت النقطة عليه.

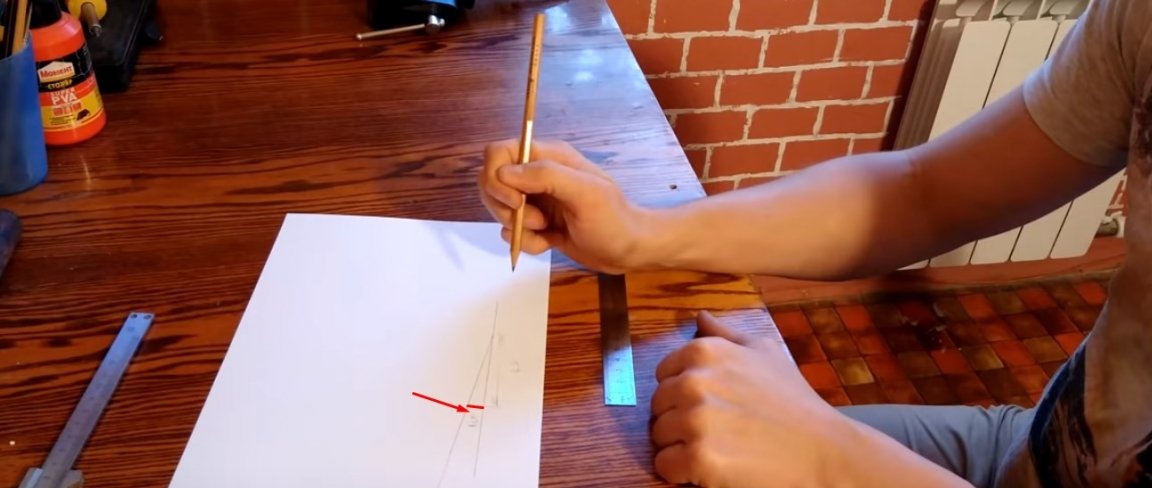
ثم قام بقياس زاوية 10 درجات وخط مستقيم آخر.

اتضح مثل هذا المثلث.

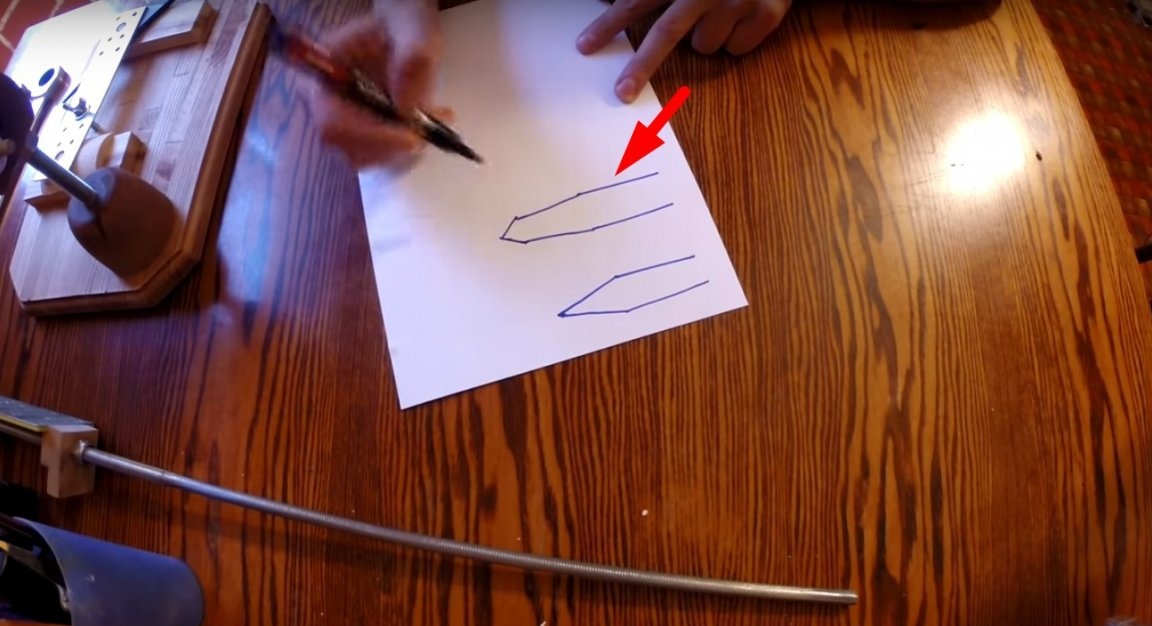
بعد العثور على مكان بين خطين مستقيمين ، حيث تبلغ المسافة 10 ملم.

وجعل علامة.

ثم قمت بقياس هذه المسافة. (يساوي 650 مم).

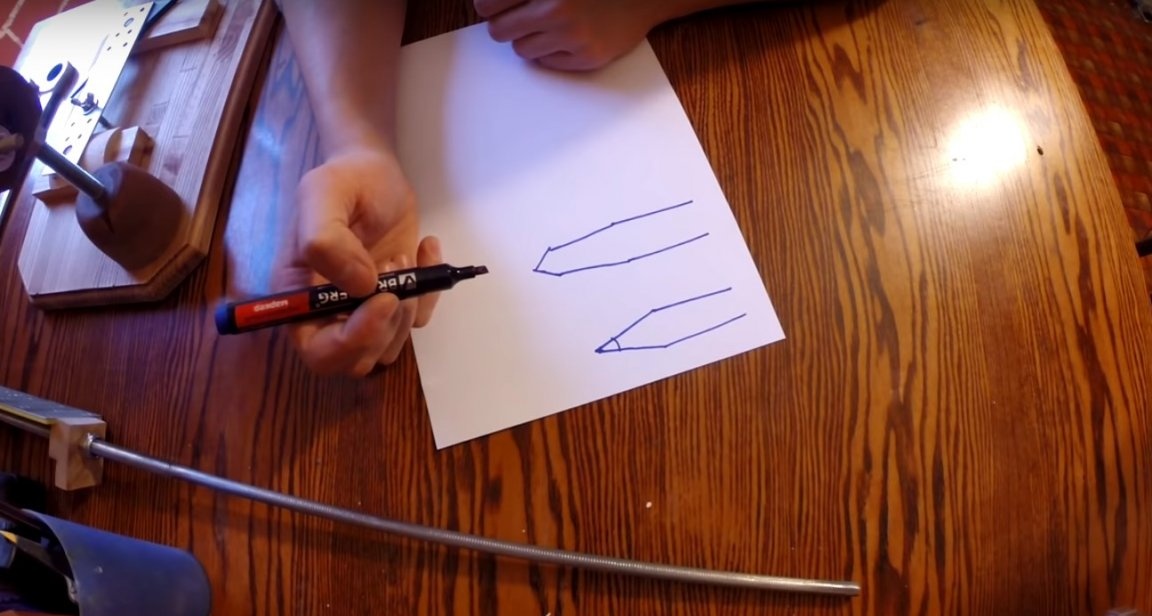
ثم قام بحساب عدد المرات التي تكون فيها هذه المسافة أكبر من هذه. وكما أوضحت الرياضيات البسيطة ، فإن الفرق ست مرات ونصف.
لذا 0. 5 مم من السماكة الإجمالية للملف ، سيغادر المؤلف للتوضيح النهائي لحافة القطع.
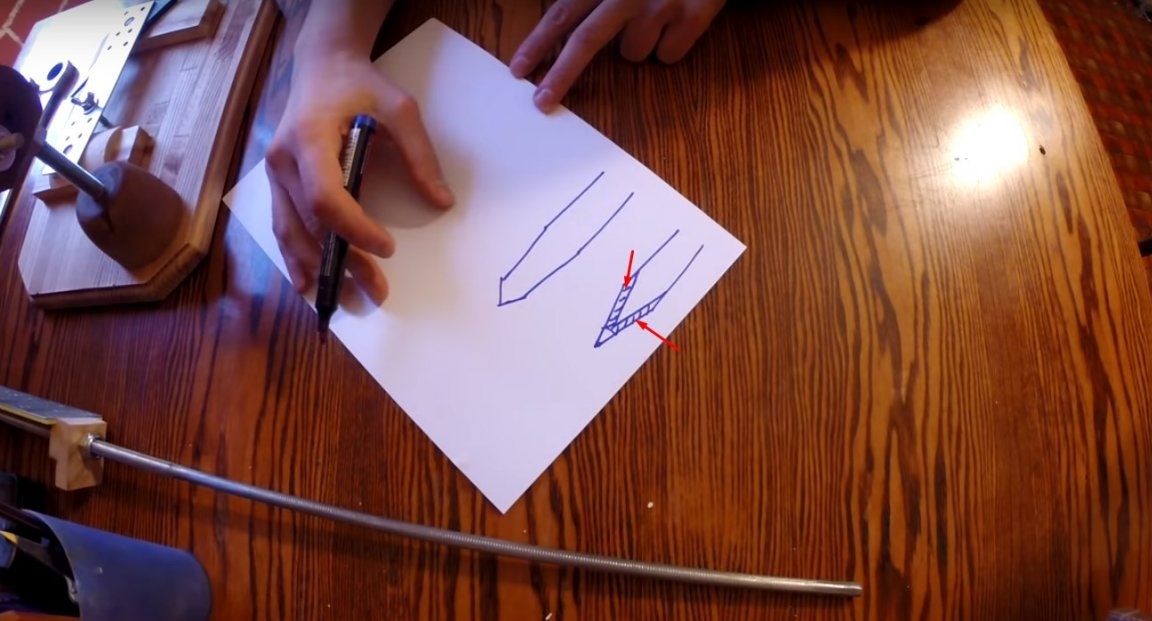
والباقي 6 مم ، يخيط المؤلف 3 مم على كل جانب.

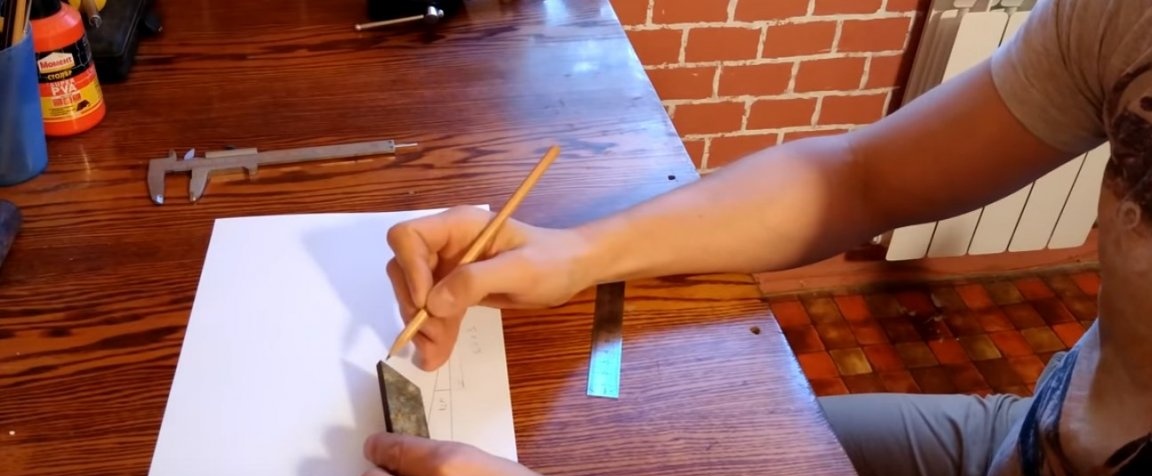
بربط الرسم على الورق بقطعة العمل ، قام السيد بحساب ، ورسم فوق الجزء على قطعة العمل الذي يجب إزالته بعلامة.

تعطي هذه الطريقة زاوية تقريبية ، وبالتالي الاعتماد عليها فقط ، لا ينصح المؤلف. بالمناسبة ، هذه الطريقة لم تساعد المعلم حقًا ، وأزال المعدن أكثر مما خطط له ، لذلك اتضح أن زاوية الهبوط أكثر لطفًا.

بعد أن شرع في إزالة الفائض.


بعد ساعة ونصف من العمل مع ملف ، كان أحد الجانبين جاهزًا. لم يكن نزول المؤلف نفسه خطًا مستقيمًا ، بل كان قليلاً على شكل قوس. إنه فقط أن الشخص ليس "آلة أوتوماتيكية" وغير قادر جسديًا على حمل أداة باستمرار بزاوية واحدة. ولكن هذا لن يؤثر على جودة الأداة النهائية.

ولكن ما يستحق الانتباه ، وفقًا للمؤلف ، يجب أن يكون مستقيمًا تمامًا على هذه الحافة.

ثم قام بمعالجة الجانب الثاني بطريقة مماثلة.

خفض المؤلف النسب إلى حوالي 0.7 -0.8 ملم.

في الخطوة التالية ، سوف يحتاج المؤلف للقيام بتصلب القاطع.

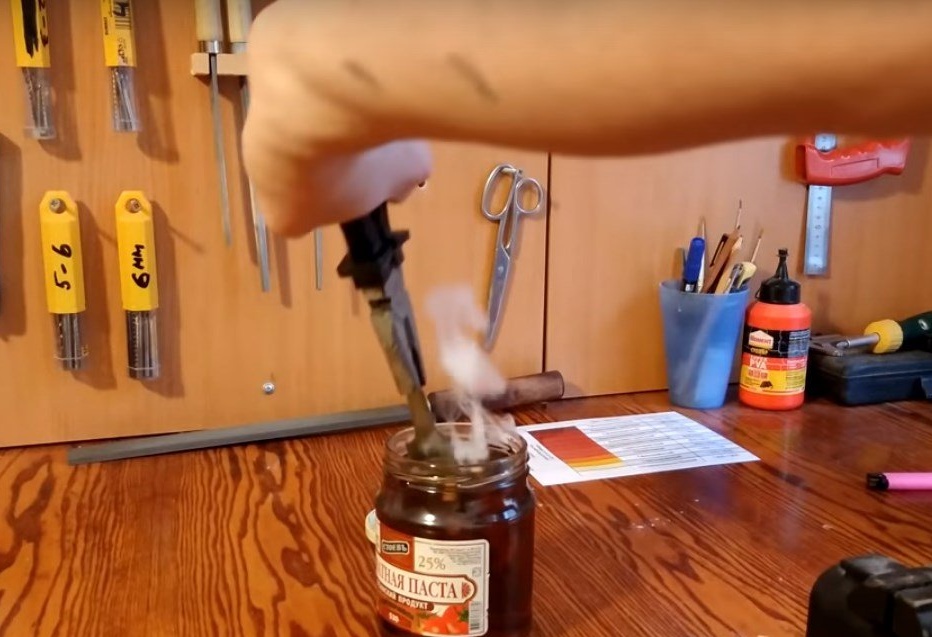
ثم قرر المؤلف تجربة موضوع واحد ، معنى هذا الموضوع هو الفن التقليدي الياباني لتزوير السيوف. هناك مصطلح يسمى جامون - إحدى طرق المعالجة الحرارية التي تسمح بتحقيق خصائص مختلفة لأقسام مختلفة من المنتج. يستخدم الحرفيون اليابانيون مزيجًا من مسحوق الفحم والطين لهذا الغرض. وقرر بطلنا في تجربته استخدام خليط من معاجين الأسمنت. بإضافة الماء إلى الخليط الجاف ، قدم المؤلف حلاً.

ثم قام بتطبيق الحل النهائي لقطعة العمل. وترك في هذا الشكل حتى يجف المحلول تمامًا.

بعد بضع ساعات ، عندما يجف الحل ، ينتقل المؤلف إلى اللحظة الأكثر أهمية ، وهذا هو تصلب القاطع. سوف يخفف المؤلف في زيت المحرك (يعتقد أن هذا النوع أكثر رقة من التبريد في الماء.)

فيما يتعلق بالصلب ، يقول المؤلف أنه وفقًا لمصادر مختلفة ، تم استخدام أنواع مختلفة من الفولاذ في تصنيع الملفات السوفيتية ، مثل: U8 ، U10 ، U12 ، وأحيانًا حتى 9XC.أما بالنسبة لدرجة حرارة التصلب ، فمن غير الممكن التخمين ، خاصة أن هذا ينطبق على التصلب في المنزل. لذلك ، سوف يستخدم المؤلف طاولة "درجة حرارة المعدن بلون أحمر حار". تتراوح درجة حرارة تبريد جميع أنواع الفولاذ المذكورة أعلاه تقريبًا من 800 درجة مئوية إلى 870 درجة مئوية ، ولدى درجة حرارة 9XC درجة حرارة أعلى تبلغ 870 درجة مئوية.كل درجة حرارة تمرير الكربون عند 800 درجة مئوية تقريبًا.

لا يستحق ارتفاع درجة الحرارة ، وإلا ستكون الأداة هشة للغاية. تسخين المعدن إلى اللون المطلوب ، يغمره في الزيت.

بعد التصلب ، يوصي المؤلف بشدة بإجازة. فرن منزلي عادي مناسب لذلك. عن طريق ضبط درجة الحرارة حوالي 200 درجة مئوية ، ثم ضع القاطع في الفرن.

أغلقتها وتركتها على هذا النحو لمدة 25 دقيقة. سيؤدي هذا الإجراء إلى تقليل الصلابة النهائية للمنتج قليلاً ، ولكنه في الوقت نفسه سيزيد من ليونة ومقاومة القاطع لأحمال التصادم العرضية.

في هذه الأثناء ، تم إصدار Meisel ، وسيصنع المؤلف المقبض. يجب أن يبلغ طول مقبض أداة الدوران لقبضة مريحة حوالي 400 مم. قطعة من تركيبات السباكة التي تحمي المقبض من الانقسام عند نقطة التعلق


في مقبض المطرقة ، صنع السيد حفرة لساق القاطع.

ثم قام بتخفيض قطر المقبض قليلاً ، يجب ألا يكون كبيرًا.

علاوة على ذلك ، مع عرموش ، أزال كل المطبات.

ومع ورق الصنفرة ، أكمل العملية بمطبات وخشونة.

بعد 25 دقيقة ، أخرج المؤلف قاطعة من الفرن. انتظر قليلاً حتى يبرد ، ثم حتى يظهر الجامون ، قام المؤلف أولاً بتنظيف النصل بورق الصنفرة.

بعد أن قدم حلاً قويًا من كلوريد الحديديك.

وحفر فيه قاطعة.


لم تكن نتيجة المؤلف مسرورة للغاية. يوجد جامون ، لكنه رقيق للغاية وعلى حافة النصل. وهذا يؤكد مرة أخرى أنه من أجل تسخين جيد لقطع العمل ، هذا الحجم من رذاذ الغاز غير كاف.

الآن سيخبرنا المؤلف قليلاً عن طرق الشحذ. هذه هي الطريقة الأسهل والأكثر شيوعًا لشحذ أدوات القطع في المنزل. لكن هذه الطريقة ليست الأفضل.
لأداته ، سيستخدم المؤلف طريقة أخرى ، في رأيه ، بطريقة أفضل.
ما هي مزايا طريقة الشحذ الثانية على الأولى؟ ولكن في الواقع ، كل شيء بسيط للغاية. إذا ، على سبيل المثال ، عند العمل باستخدام أداة ، سوف ينكسر طرف الشفرة.
لاستعادة أحدث أداة تم شحذها بالطريقة الأولى: تحتاج إلى إزالة ، وليس كمية صغيرة من المعدن.
ولإعادة شحذ الأداة بالطريقة الثانية ، ستحتاج إلى إزالة المعدن بشكل أقل. إن شحذ مثل هذا القاطع أسهل بكثير ، وأيضًا ، وفقًا للمؤلف: سيكون القاطع الذي تم شحذه بهذه الطريقة أقوى بكثير ، مما يعني أن احتمال التقطيع أقل بكثير.
ثم ، من الناحية النظرية ، ذهب المؤلف إلى الممارسة.

نتيجة الشحذ.


بعد ذلك ، يجمع السيد كل التفاصيل. يملأ حفرة في المقبض بغراء.

ويضع القليل من الغراء في الخارج حيث سيتم تركيب قطعة تركيب. كما قرر تعزيز هذا الجزء قليلاً بالأسلاك.


بعد ذلك ، ضع ساق القاطع في الحفرة.

من أجل منع قطع القاطع جانبا ، وضع المؤلف أسافين خشبية صغيرة.

وترك الصمغ ليجف تمامًا.

بعد ذلك بيومين ، عندما جف الصمغ جيداً ، غطى المؤلف المقبض بصبغة الكحول.

بعد معالجتها بورق الصنفرة الناعم.

ثم نقع البركة جيداً بالزيت المعدني.


لذلك ، مع القليل من الجهد والصبر ، صنع المؤلف أداة جيدة بيديه في المنزل.

بفضل سيد محلية الصنع جيدة ومفيدة.
وهذا كل شيء بالنسبة لي. شكرا لكم جميعا ونراكم قريبا!