
في هذه المقالة ، وهو أمر مفيد للغاية بالنسبة لنا للعمل في ورشة العمل لدينا ، سواء مع المعادن أو مع مواد أخرى ، سنتحدث مرة أخرى عن وضع العلامات على الأجهزة. في الواقع ، فإن التخطيط الصحيح والدقيق لقطعة العمل هو مفتاح النجاح في المنتج النهائي.
لدى مؤلف قناة Be Creative ما يقوله عن هذا. قام بعمل قلم تمييز من قضيب نحاسي وحفر قديم مكسور.

المواد
- قضيب نحاس بقطر 10-18 مم حسب تقدير المستخدم.
- مثقاب قديم مكسور 2-6 مم.
- راتينج إيبوكسي ثنائي الغراء ، أو غراء فائق.
الأدواتيستخدمها المؤلف.
- رأى الفرقة.
- مخرطة ، قواطع لها.
- ملف.
- مجموعة من ورق الصنفرة بمختلف أحجامه.
- ملزمة.
- طاحونة مع أقراص طحن رفرف.
عملية التصنيع.
لذا ، يواصل المؤلف معالجة شريط النحاس.


يمسكه في قبضة المنشار.


يبدأ تشغيل الماكينة ، ويقطع قطعة العمل من الطول المطلوب - في الحجم مثل قلم حبر.

يضبط قطعة العمل في ظرف المخرطة ، يثبتها.


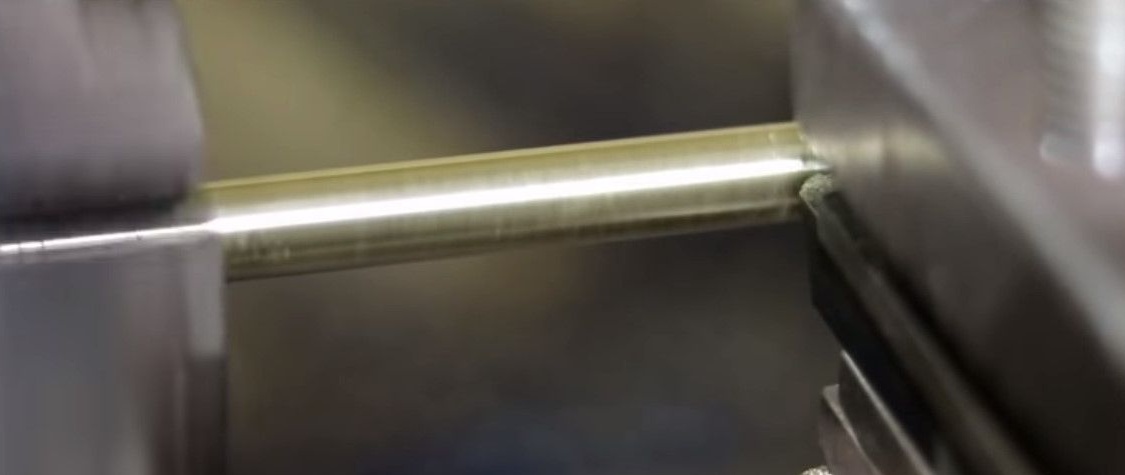
يطحن نهاية قضيب نحاسي.


يقلب قطعة العمل ، يعالج حافتها أيضًا.


ثم يقوم بحفر حفرة بقطر أكبر بقليل من تلك التي يتم تركيبها. سحب الحفر بشكل دوري من الشغل للخروج من الرقائق. معدن النحاس ناعم ولزج نسبيا.


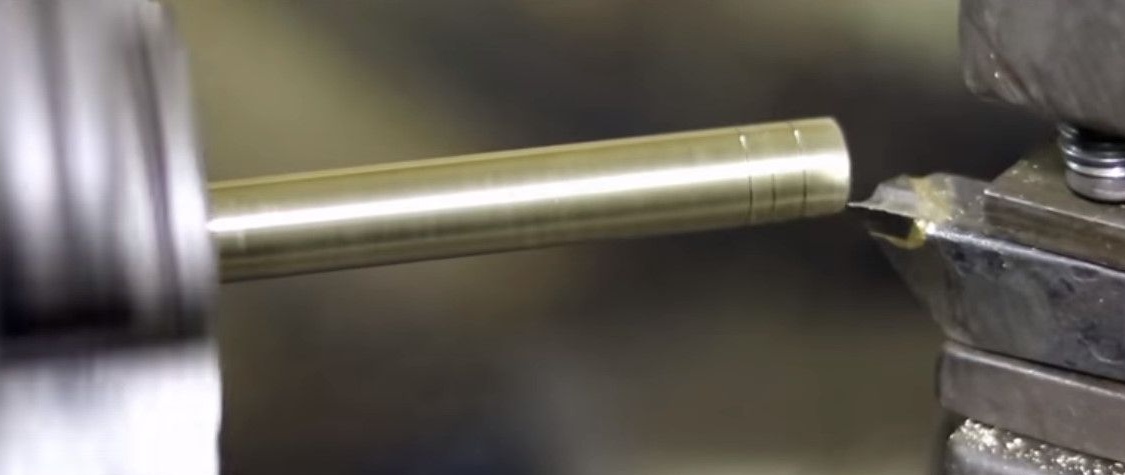
يقوم بتدوير غراب الرأس بزاوية 30 درجة ، ويعالج الحافة الثانية لقطعة العمل ، ويحولها إلى نوع من طرف حاد من قلم الرصاص.





ينعم المخالفات في القاطع بملف.


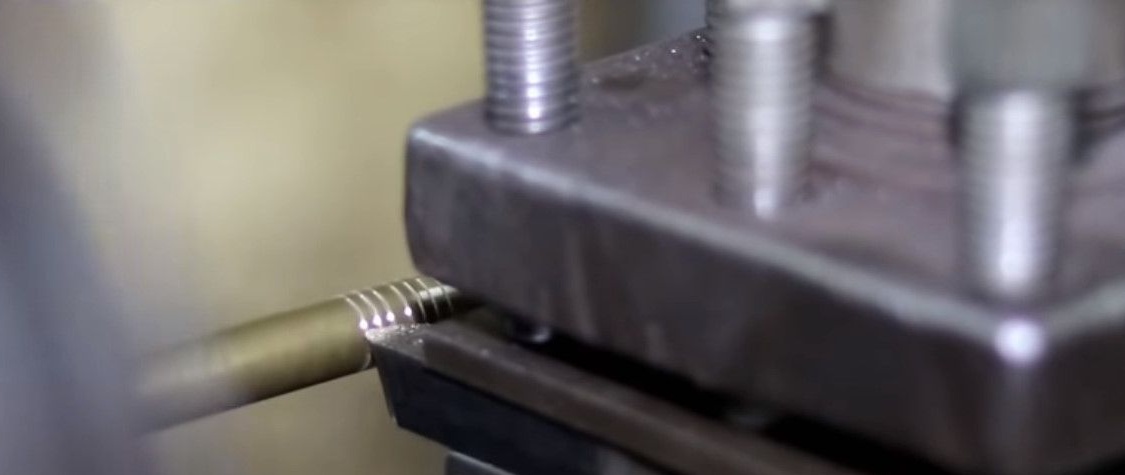
الخطوة التالية هي درجة على الجانب العامل من الشريط. لكي لا ينزلق "قلم الرصاص" في اليدين.


يطحن الجانب "الأمامي" من قطعة العمل بورق الصنفرة.




يقلب قطعة العمل ويعالج جانبها الثاني.



يقطع الشق.

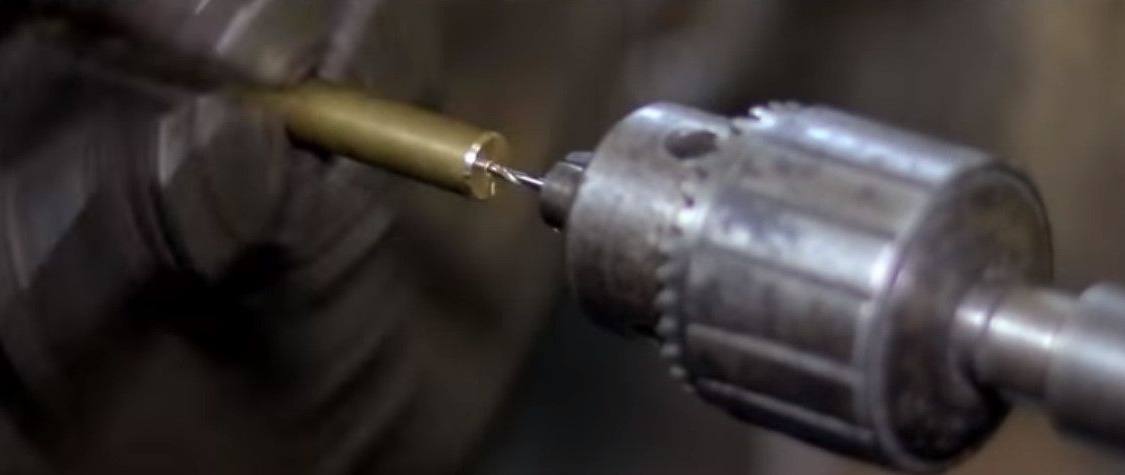
يقوم القاطع بعمل مثقاب قديم ومكسور ، وشحذه على مبراة. علاوة على ذلك ، يتم تثبيته في مفك البراغي ، من أجل المحاذاة الصحيحة.



يمزج مكونات راتنجات الايبوكسي ، ويغمس طرف الحفر فيها ، ويضعها في حفرة "قلم الرصاص" النحاسي.






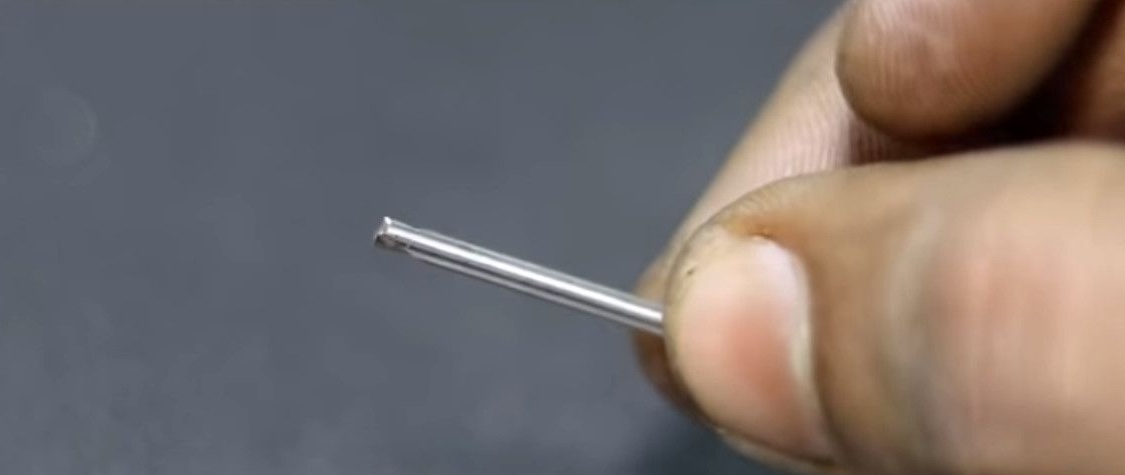
بعد أن يتماسك الراتنج ، ينظف. اتضح هنا مثل هذه النصيحة.


هنا درجة بعد الطحن الخام.


الأداة جاهزة ، تحاول وضع علامة على الألياف الزجاجية.
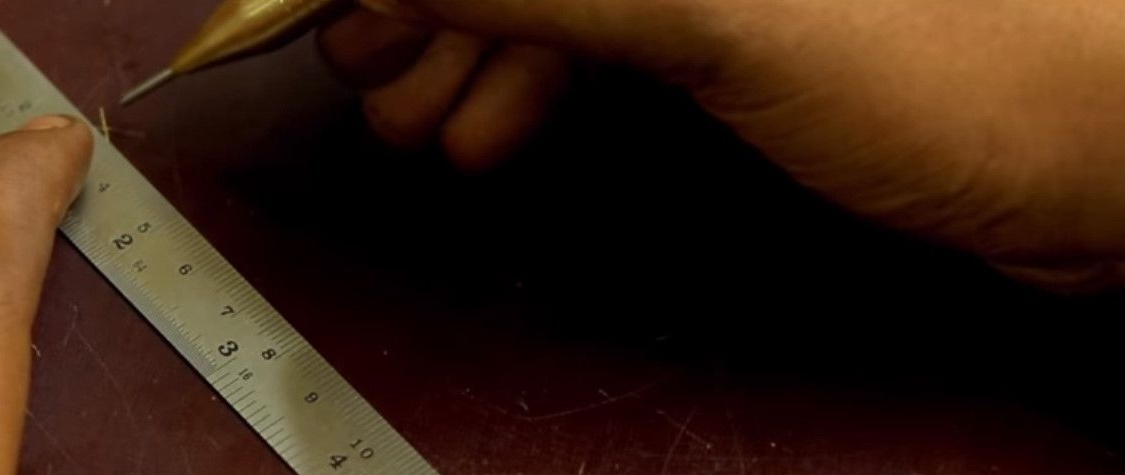
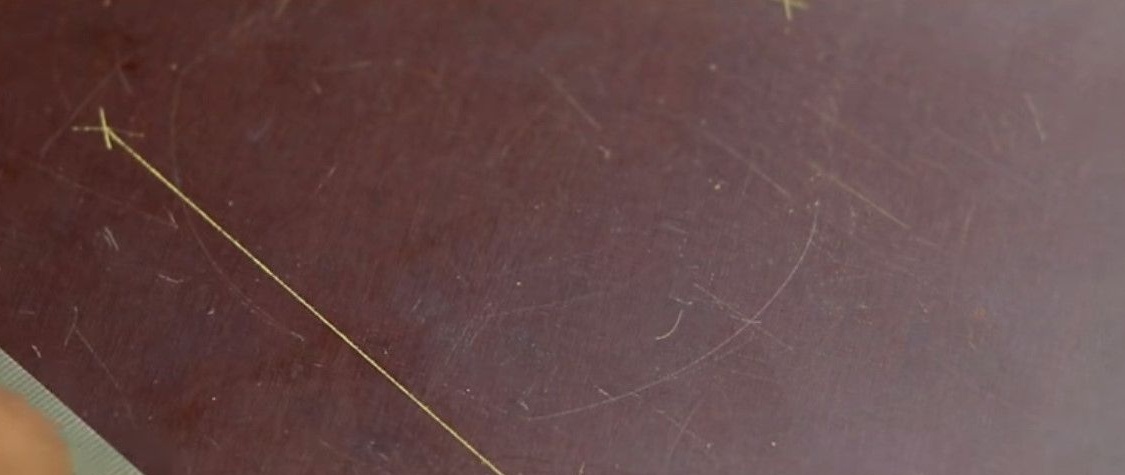



النتائج رائعة للغاية. بالطبع ، يمكن أيضًا معالجة هذه الأداة على عجلات تلميع باستخدام معجون GOI. لكن مؤلف هذه النوعية يكفي.
شكرا للمؤلف لفكرة بسيطة ولكنها جيدة للأداة اللازمة في العمل!
بالتوفيق للجميع!