


لذا ، فإن الجزء الأخير من رباعية حول إنشاء جهاز لإنتاج غاز المكربن (أبخرة البنزين) لحرقها في موقد كبير من الزجاج المنفوخ. دعني أذكرك أن هذه الملحمة بأكملها باستخدام البنزين بدلاً من الغاز المعتاد قد بدأت لعدة أغراض. أولاً وقبل كل شيء - درجة حرارة شعلة موقد بخار البنزين أعلى قليلاً من البروبان (مع انفجار الهواء) ، ناهيك عن الغاز الطبيعي. بالنظر إلى أن الفراغات لنفخ الزجاج من الزجاج منخفض الذوبان أصبحت غريبة وأن الزجاج الوحيد الذي يتطلب معالجة درجات حرارة مرتفعة (الأكسجين) على الموقد ، فإن الحصول على درجات حرارة عالية مناسبة للزجاج عالي الذوبان باستخدام طرق بديلة دون استخدام الأكسجين في الاسطوانات مهمة جديرة ( يتم تحقيق الاستبدال الكامل للأكسجين عن طريق إضافة كمية صغيرة من غاز التفجير من المحلل الكهربائي إلى أبخرة البنزين). لحظة ممتعة هي توصيل الوقود السائل المضغوط إلى ورشة عمل بعيدة عن الطرق. هناك بعض النقاط الإيجابية البسيطة التي تم ذكرها سابقًا.
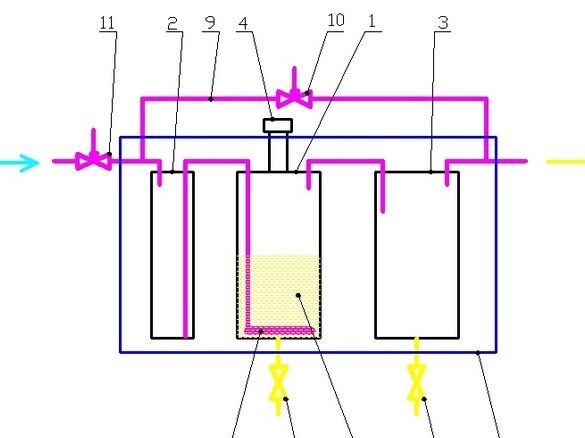
تم وصف وصف الجهاز وخوارزمية تشغيله وتصنيع مصيدة البنزين (البند 2) في الجزء 1 ، وتصنيع الفقاعات (البند 1) في الجزء 2 ، وتصنيع المكثف (البند 3) وربط جميع الدبابات الثلاثة ، في الجزء 3.
لذا ، فإن جهازنا جاهز بشكل عام ويتكون من جميع الدبابات الثلاثة 1،2،3 مع الفوهات الداخلية والخارجية. يتم توصيل الخزانات وتركيبها (ملحومة) على حامل من الصفيح. يجب أن يتم العمل المتبقي بالترتيب الذي يتم اتباعه: تصنيع صندوق 12 ، ثني وتثبيت ممر جانبي 9 مع صمام إبرة فائض 10 ، تصنيع وتركيب أنبوب مدخل ومخرج (يجب تثبيت كل شيء يخرج من الصندوق في مكانه). تركيب كبل تسخين على فقّارة ، وتركيب خزانات في صندوق وردمها بالرمل. تركيب جهاز تحكم حراري.
الأدوات والمعدات.
تم إجراء جميع التوصيلات عن طريق اللحام - تحتاج إلى موقد غاز يدوي. مجموعة أدوات مقاعد البدلاء. وسادة صنفرة كاشطة متوسطة الحجم لصنفرة بقع اللحام. للحصول على قطع دقيق للأنابيب النحاسية ، من المناسب استخدام منشار بندول نهائي ، أو صندوق ميتري مع منشار.جاء في طحن كهربائي مفيد ، ملزمة مقاعد البدلاء. في تصنيع الصندوق ، تم استخدام منشار دائري ومسطح صغير ومنشار البندول نفسه. آلة الحفر ، مفك البراغي. بعض المشابك. للرسم - فرشاة ، أطباق.
المواد
تم استخدام صفائح النحاس وكسوة النحاس ، وأنابيب النحاس 15 مم ، وقطرها 18 مم. المحملات والوصلات الخاصة هي أجزاء من أنابيب المياه النحاسية. صنابير إبرة صغيرة ، قطع من الحديد من تركيبات السباكة القديمة. لحام القصدير والنحاس رقم 3 ، وتدفق عليه. الفرشاة LKM ، خرق القطن. الغراء - PVA للنجار.
لذا تولى الصندوق. خشب محضر - للإطار ، قضبان قوية وراتنجية بدون عقدة وعيوب ، لتغليف الألواح. تم وضع قضبان الإطار. لقد قمت بتوصيلها "في نصف الشجرة" إلى PVA للنجار ، وتحققت من المستطيل مع مربع نجار كبير ، وقمت بتثبيته بالمشابك على طاولة مسطحة. يوجد في الصورة إطار تجفيف ، قطعتين واحدة فوق الأخرى.


بعد التجفيف ، بدأ يسخن. تم تخطيط الألواح والزركشة ذات الطول المناسب بسمك 12 ... 15 مم ، مقطعة حسب الحجم ، وثقوب مثقبة للمثبتات ، ومثبتة بمسامير. قام بعمل تخفيضات لأنابيب الصرف البارزة ، في المستقبل سيتم تغطيتها أيضًا بألواح من الصفيح.
تقريبا مربع الانتهاء ، حالة مقابض للنقل. كأقلام ، تقرر تعديل آخر الألواح (العلوية) من الصندوق. للقيام بذلك ، قام بقص سماكة متزايدة بحيث يكون من المريح أن تمسك بيده ، ومن أجل إرساء الجزء السفلي من "المقبض" بشكل جميل مع بطانة رقيقة ، كان علينا عمل فراغ مخروطي.



بعد وضع علامة على المقبض ، قمت بحفر حواف فتحة اليد باستخدام مثقاب بالقلم على شجرة ذات قطر كبير (40 ملم) ، وربط الفتحات بمنشار كهربائي ، وحفر نتوءات كبيرة بورق صنفرة.



بعد تثبيت المقابض في مكانها ، تم وضع علامة على الفراغات المتبقية من الجدران الجانبية في مكانها ، وقطع الفائض ، ومثبّت بمسامير. المناسب الأخير ، يبدو أن كل شيء مناسب.
الصندوق النهائي بدون تعصب هو صنفرة ، مع طلاء بورنيش مخفف ومطلي بعدة طبقات مع مينا PF-115 ، أخضر عشبي ، مع طحن متوسط للألياف المرفوعة مع صنفرة طحن دقيقة أو مفرومة. أثناء جفاف الطلاء ، يمكنك القيام بتصنيع وتركيب قطع الحديد المتبقية.


لقد جهزت وصنعت إبر الحنفيات في التعزيز المحيط بها - صممت خيوطها العادية لربط الجلب ، وتنظيفها بفرشاة سلكية ، ملحومة بشعلة غاز مع لحام من القصدير والنحاس ومعجون تدفق خاص لهذا اللحام. اتصال خرطوم الهواء - معيار الفصل السريع للخرطوم البرتقالي اللولبي الهوائية. الأنابيب النحاسية من نظام إمداد المياه بقطر 15 و 18 مم ، سيكون من الجيد توصيلها بأجزاء قياسية يتم تقديمها خصيصًا لهذا الغرض - وصلات ، زوايا ، ولكن القليل فقط من أنواعها كانت متاحة - المحملات ، والوصلات ، والمقابس. كان علي أن أخرج. لقد قمت بزوايا 90 درجة بمفردي - قمت بقص نهايات الأنابيب بزاوية 45 درجة على المنشار النهائي (استخدم على الأقل نظارات واقية!) وبعد تجريد وتطبيق التدفق ، ضعها على لبنة حمراء ملحومة بموقد. لا تنس أن تشطف من الجريان بالماء الدافئ - تدفق الحمض. عند لحام عدة أماكن قريبة ، ننطلق من المبدأ العام - أولاً نقوم بحام أجزاء أكثر ضخامة ، ثم أقل ، لذلك هناك فرصة أقل أن يتحلل اللحام السابق ، حتى لو كنت حاملاً بنفس اللحام. إذا لم تتطابق أقطار الأجزاء الملحومة بشكل كبير ، فقد سيطروا على الكمية المطلوبة من النحاس ، الأسلاك المجردة جيدًا ، بقطر حوالي 0.4 ... 0.5 مم. قمت بتفكيك الحنفيات قبل اللحام قدر الإمكان حتى لا أقوم بتسخين اللفة البلاستيكية والحشيات المطاطية. لا تنس أن تجرب الأنابيب في كثير من الأحيان في مركز العمل ، لذلك ، بسبب الغياب ، كما يقول الراستا الروسي ، "عدم العبث بالجوانب."


أخيرًا ، قم بلحام المحضر باستخدام المحملات المتاحة. أيضا ، يتم تعويض الفجوات عن طريق لف الأسلاك. عند الالتفاف على أو أعلى رقبة الحشو بقليل ، يجب أن يكون صنبورها متلألئًا خارج السرير الرملي. يميل أنبوبه قليلاً إلى المحور الرأسي ، حتى لا يمنع الوصول إلى عنق الحشو.


يتم ترتيب مكان في أنبوب مخرج مانعة اللهب ، مما يمنع دخول اللهب من "الضربة الخلفية" إلى الجهاز. مطلوب تثبيت مانعات اللهب من هذا النوع - في الأوعية مزيج من الوقود الجاهز مع عامل مؤكسد واختراق اللهب في الداخل محفوف بعواقب وخيمة. لحسن الحظ ، فإن معدل حرق أبخرة البنزين منخفض نسبيًا ، كما أن "تشويش" النحاس في الأنبوب هو إجراء مضمون لقمع اللهب. سيتم ملؤها بالحجم في أنبوب المخرج من الجزء الملولب إلى الزاوية. بحيث لا يزحف حشو الأسلاك خارج المكان المقصود ، يتم لحام المحطة المستعرضة لتحويل الأنبوب - قطعة من الأسلاك النحاسية السميكة. يتم لحام خيط 0.5 بوصة إلى طرف مخرج الأنبوب من تركيبات المياه - "نحاسية" غير مركزية من مجموعة خلاط الحمام. يتم تصنيع الزاوية غير القياسية بشكل مشابه للزاوية السابقة لأسباب الراحة - عند وضع المكربن في أسفل اليسار ، تحت الطاولة ، سوف ينحني خرطوم الإخراج أقل.

الخطوة الإلزامية هي اختبار التسرب. في الأوعية المجمعة بالكامل مع التجهيزات ، يكون الأمر بسيطًا جدًا - قم بتوصيل أنبوب المخرج بقابس السباكة القياسي ، وصنابير الفلين الشحوم ، وقطع شريط مطاطي لسدادة الحشو. يبقى توصيل الضاغط بمدخل الجهاز ، وبعد ضخ عدة أجواء ، قم بالسير على طول اللحامات باستخدام الرغوة والصابون. ضع علامة على أماكن تسرب الهواء واللحام بعد الغسيل والتجفيف. وبالمثل تحقق من النتيجة.
حدث هنا مع جهازي حادث - عند ضخ حوالي أربعة أجواء ، تمزق قذيفة على غطاء الفقاعة. ربما كان هناك خلل طفيف في ختم المصنع للغطاء - صدع في مكان الانحناء القوي. ربما بسبب غياب أو عدم كفاية الصلب قبل الختم. على ذلك ، صدع ، خرج الغطاء. وفي الوقت نفسه ، "فتحت" الخزان ، مما أدى إلى تمزق أحد الأنابيب إلى جار ، وثني القاعدة قليلاً. تم إجراء عدة محاولات للإصلاح ، ولكن كان من المستحيل استعادة الجهاز بدقة ، والأهم من ذلك ، بشكل موثوق ، دون تفكيك كبير. تم وضع الجهاز جانبًا أقل أهمية من استخدام وعاء الوقود.
كانت نتيجة الحادث ، بشكل عام ، ثقة مفرطة وكان الضغط الأقل بكثير كافياً للتحقق من ضيق فقاعات الصابون. أثناء التشغيل العادي للجهاز ، لا يتجاوز الضغط داخل الأوعية الضغط الجوي ، ومن خلال اتخاذ تدابير معروفة للحماية من "ضربة اللهب العكسية" (الشباك النحاسية ، "الوحل") ، يمكن صنع الأوعية من مواد رقيقة جدًا.